
落料、拉深、冲孔复合模的课程设计
24页
1、自行车中轴碗在生产中需要用到多种冲压工艺,包括落料、拉深、冲孔、修 边,在冲压生产中比较具有代表性。在生产中,为保证生产效率,其冲压模具结 构应采用复合模或级进模。通过零件图,分析零件的结构工艺性,从而选择压力机,设计模具结构,并 通过选用标准模架等标准件,提高生产模具的效率。此套是提供给大家学习参考 用,如需更多的设计可以联系我,Q815717278 关键词:复合模;落料;拉深;冲孔;凸凹模;模架。引言41. 零件冲压工艺分析51.1制件介绍51.2产品结构形状分析51.3产品尺寸精度、粗糙度、断面质量分析52. 零件冲压工艺方案的确定62.1冲压方案62.2各工艺方案特点分析62.3工艺方案的确定63. 冲模结构的确定63.1模具的结构形式63.2模具结构的选择74. 零件冲压工艺计算74.1零件毛坯尺寸计算74.2排样74.3拉深工序的拉深次数和拉深系数的确定84.4冲裁力、拉深力的计算84.5拉深间隙的计算104.6拉深凸、凹模圆角半径的计算104.7计算模具刃口尺寸104.8计算模具其它尺寸114.9校核凸模强度、刚度145. 选用标准模架145.1模架的类型145.2模架的
2、尺寸146. 选用辅助结构零件156.1导向零件的选用156.2模柄的选用166.3卸料装置166.4推件、顶件装置166.5定位装置167. 编制冲压工作零件工艺卡177.1落料凹模的选材、加工及热处理工艺过程177.2上凸凹模的选材、热处理及加工工艺过程177.3下凸凹模的选材、热处理及加工工艺过程187.4凸模的选材、热处理及加工工艺过程188. 编制制件冲压工艺卡199. 总结20参考文献22引言在现代工业生产中,模具是生产各种产品的重要工艺装备。80年代以来, 在国家产业政策和与之配套的一系列国家经济政策的支持和引导下,我国模具工 业发展迅速。采用模具生产零部件,具有生产效率高、质量好、成本低、节约能 源和原材料等一系列有点,在铸造、锻造、冲压、塑料、橡胶、玻璃、粉末冶金、 陶瓷制品等生产行业中得到了广泛的应用,成为当代工业生产的重要手段和工艺 发展方向。模具工业对国民经济和社会发展,起着越来越重要的作用。模具制造 水平的高低,也成为了衡量一个国家机械制造水平的作用标志之一。在模具工业中,冲压模具占有重要的比重。从模具角度看,模具是现代制造 业中不可或缺的装备,发达国家的模具
3、总产值,早已超过了工作母机(机床)的 总产值,其中为冲压工艺服务的冲模约占模具总量的40%。据有关文献介绍, 冲压方法的增值率达到原材料的312倍,具有明显的综合技术经济优势。以冲压方法为主制造的零件,比较有代表性且与人们日常生活密切相关的有 汽车覆盖件、搪瓷和不锈钢器皿、各种家用电器的外壳等,它们带来了产品层出 不穷的外观变化。冲压方法也能制造不少产品内部的某些零件,甚至是关键零件, 如链轮、汽车大梁、支架等。在制件尺寸大小、制件复杂程度、等方面,冲压方 法都有非常大的适用范围。冲模在很大范围内涵盖了其它模具(冷锻模、塑料模、 压铸模、粉末冶金模等)的共同内容,所以掌握冲模技术,对了解其它类模具业 很有帮助。1. 零件冲压工艺分析1.1制件介绍零件名称:自彳丁车中轴碗材料:15钢(渗碳淬火78HRA,层深0.3 mm)料厚:2.5mm批量:大批量零件图:如图1所示1.2产品结构形状分析由图1可知,产品为圆片落料、有凸缘筒形件拉深、圆片冲孔,产品结构简 单对称,孔壁与制件直壁之间的距离满足L$R+0.5t (查参考书第75页)的 要求(L=(35-19)三2 = 8, R+0.5t=3
4、+0.5x2.5=4.25)。1.3产品尺寸精度、粗糙度、断面质量分析(1)尺寸精度35+0.17,为IT12;40+0.175,查7第17页表1 8,尺寸精度为IT13。0+0.125零件图上的未注尺寸公差要求为IT13。(2)冲裁件断面质量板料厚度为2.5,查1第49页表2.2,生产时毛刺允许高度为W0.15mm, 本产品在断面质量和毛刺高度上没有严格的要求,所以只要模具精度达到一定要 求,冲裁件的断面质量可以保证。(3)产品材料分析对于冲裁件材料一般要求的力学性能是强度低,塑性高,表面质量和厚度公 差符合国家标准。本设计产品所用的材料是15钢,为优质碳素结构钢,其力学 性能是强度、硬度和塑性指标适中,经热处理后,用冲裁的加工方法是完全可以 成形的。另外产品对于厚度和表面质量没有严格要求,所以采用国家标准的板材, 其冲裁出的产品的表面质量和厚度公差就可以保证。(4)生产批量产品生产批量为大批量生产,适于采用冲压加工的方法,最好是采用复合模 或级进模,这样将很大地提高生产效率,降低生产成本。2. 零件冲压工艺方案的确定2.1冲压方案完成此工件需要落料、拉深、冲孔、切边四道工序。其加工
《落料、拉深、冲孔复合模的课程设计》由会员s9****2分享,可在线阅读,更多相关《落料、拉深、冲孔复合模的课程设计》请在金锄头文库上搜索。
白庙中学法制教育工作总结.docx
2023年《法国号》教学设计
东直门基坑工程施工方案
2018年幼儿园班主任工作总结范文【精品总结汇报范文】.doc
![[2005年][高考真题][四川卷][数学理][答案].doc](https://union.152files.goldhoe.com/2024-1/4/cbf5469d-404d-4542-ac26-6a90dc7e9edf/pic1.jpg)
[2005年][高考真题][四川卷][数学理][答案].doc
奋斗成就梦想开学第一课心得7篇范文.doc
大班数学活动单数和双数教案反思.doc
2023年商场客服工作计划2.docx
轮式车辆的行驶理论.doc
最新《施工组织方案范文》3M新桥工厂施工组织设计
老江底水电站开展工程、财务审计工作
氧化还原基础训练(3)及答案
现代远程教育资源在农村小学中的应用.doc
电力管理人员工作计划
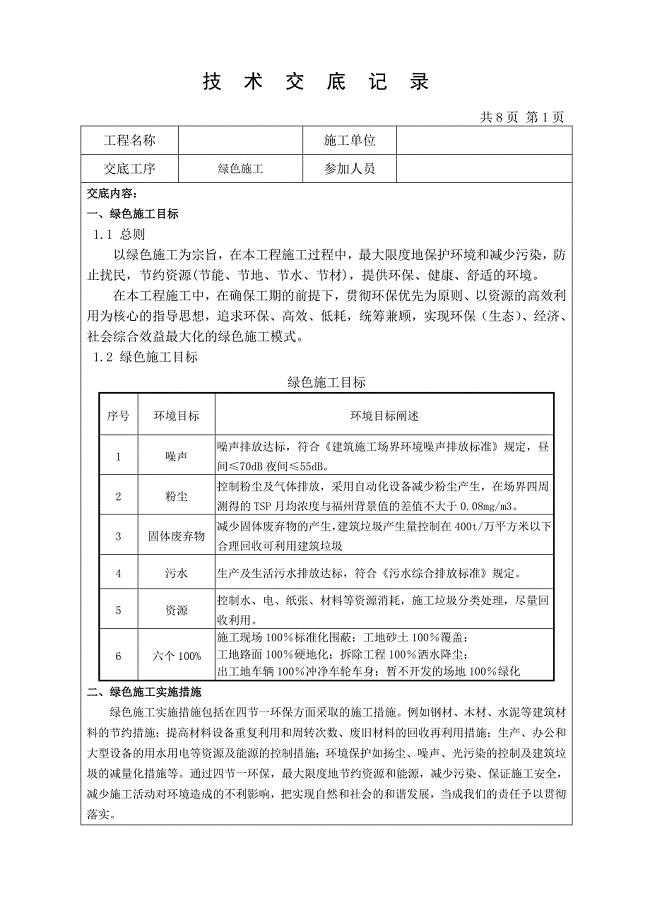
技术交底记录(绿色施工).doc
2023年我小学班主任作文500字12篇
打造坐诊专家.doc
学校综合楼施工组织设计范本模板
国企保密工作自查报告3篇(DOC 9页)
函授专科自我鉴定【五篇】.docx
 不同渠道权利结构下闭环供应链定价与服务决策
不同渠道权利结构下闭环供应链定价与服务决策
2023-12-18 2页
描写喷泉的优美段落
2023-07-06 21页
三分钟自我介绍演讲稿15篇
2023-11-26 21页
矿山斜井快速准确的测量放样方法31
2023-09-02 2页
自卸汽车安全操作规程1
2023-02-25 4页
观课例《我最喜欢的人物形象》有感
2023-09-09 3页
培训与开发案例
2023-07-17 5页
厦大历年文博真题
2023-02-11 9页
临床医学实习总结(精选10篇)
2023-02-17 18页
电力电子5套题讲解
2022-09-04 16页