
摇臂轴座说明书
32页
1、机械制造技术基础课程设计说明书设计题目:“气门摇杆支座”零件的机械加工工艺规程设计及铣上端面夹具设计院系:机械学院 专业:机械设计制造及其自动化 姓名: 学号: 学校: 晋中学院 指导老师: 田富根 2015年6月16日 目 录1 零件分析11.1 零件的作用11.2 零件的工艺分析11.3 确定零件的生产类型22 确定毛坯,绘制毛坯简图22.1 选择毛坯22.2 确定毛坯尺寸及公差和机械加工余量22.3 绘制毛坯图33 编制零件的机械加工工艺规程43.1 定位基准的选择43.2 拟定工艺路线53.3 加工设备及工艺装备的选用73.4 加工余量、工序尺寸和公差的确定93.5 切削用量的计算103.6 时间定额的计算164 专用夹具设计184.1 夹具设计任务184.2 拟定夹具结构方案194.3 绘制夹具装配总图244.4 夹具装配图上标注尺寸、配合及技术要求25总结与致谢26参考文献27附录28 / 文档可自由编辑 1 零件分析 1.1 零件的作用题目所给的零件是 195 柴油机摇臂轴轴座,是柴油机的一个重要零件,直径为 16 的孔用来装摇臂, 孔要求的表面粗糙度和位置精度不是很高,
2、工作时与轴相配合工作,起支撑作用。 1.2 零件的工艺分析通过对该零件图的重新绘制,知道原图样的视图正确、完整,尺寸、公差及技术要求齐全。零件的材料为HT200,灰铸铁生产工艺简单,铸造性能优良,但塑性较差、脆性高,不适合磨削。图 摇臂轴座零件图以下是该零件需要加工的表面以及加工表面之间的相互位置要求:(1)上下端面粗糙度均为6.3,底面与中心16的孔的平行度要求为0.1; (2)左端面粗糙度为 3.2,右端面粗糙度 6.3,左右端面与中心16的孔的垂直度要求为0.08; (3)中心16的孔为10 级精度,采用基孔制配合,粗糙度3.2; (4)10.5的孔的粗糙度12.5;(5) 10.5的孔的倒角的粗糙度12.5。由上面分析可知,可以先半精加工下端面,然后以此作为基准采用专用夹具进行加工上端面,并且保证位置精度要求。再根据各加工方法的经济精度及机床所能达到的位置精度,并且此零件没有复杂的加工曲面,所以根据上述技术要求采用常规的加工工艺均可保证。 1.3 确定零件的生产类型由课题可知,该零件的生产类型为中批生产。 2 确定毛坯,绘制毛坯简图 2.1 选择毛坯该零件选取的材料是 HT20
3、0,而且此零件外形较为简单,又属于中批生产,若选砂型手工造型生产,则效率低,铸件质量差,也不宜采用费用高,生产周期长的铸造复杂形状毛坯的熔模铸造,最后由机械制造技术基础课程设计表2-8(铸造制造方法)确定采用砂型机器造型,它能满足毛坯质量要求。 2.2 确定毛坯尺寸及公差和机械加工余量(1)已知铸造方法为砂型铸造机器造型,零件图最大轮廓尺寸为58mm,所以由机械制造技术基础课程设计指南表2-10(毛坯铸件典型的机械加工余量等级)取机械加工余量等级为G级,由机械制造技术基础课程设计表2-10(要求的铸件机械加工余量) 查得RMA=2.5mm;(2) 已知毛坯材料是灰铁,且铸造方法为砂型铸造机器造型,所以查机械制造技术基础课程设计表2-10(大批量生产的毛坯铸件的公差等级),选取毛坯铸件的公差等级为CT10,由机械制造技术基础课程设计表2-7(铸件尺寸公差) 取上下端面CT=1.4mm,左右端面CT=1.3mm,中心16的孔CT=1.2mm(公差带应相对于基本尺寸对称分布)。 (3)由机械制造技术基础课程设计表达式可知:R=F+RMA+CT/2 (RMA与铸件其他尺寸之间的关系)R=F+2
4、RMA+CT/2 (双侧机械加工)R=F-2RMA-CT/2 (内圆面机械加工)(其中F为零件基本尺寸)表2-1 等级及尺寸项目上下端面左右端面16的孔10.5的孔公差等级111111加工面基本尺寸F/mm583116铸件尺寸公差CT/mm1.41.31.2机械加工余量等级GGGRMA/mm2.52.50.5毛坯基本尺寸R/mm633614 2.3 绘制毛坯图由表所得结果,绘制毛坯简图,如图所示。图 摇臂轴座毛坯简图 3 编制零件的机械加工工艺规程 3.1 定位基准的选择1. 精基准的选择应遵循以下原则:(1) 基准统一原则(2) 基准重合原则(3) 自为基准原则(4) 互为基准原则 摇臂轴座的下端面既是装配基准,又是设计基准,用它作为精基准,能使加工遵循“基准重合”的原则,实现V型块和大平面的定位方式(V型块采用联动夹紧机构夹紧)。孔及左右两端面都采用底面作基准。这使得工艺路线又遵循“基准统一”的原则,下端面的面积比较大,定位比较稳定,夹紧方案也比较简单、可靠、操作方便。2. 粗基准的选择原则为:(1) 选择重要表面为粗基准(2) 选择不加工表面为粗基准(3) 选择加工余量最小的表面
《摇臂轴座说明书》由会员桔****分享,可在线阅读,更多相关《摇臂轴座说明书》请在金锄头文库上搜索。
2023年酒店实习的工作报告范文.docx
win7的兼容模式.doc
【小学数学】苏教版四年级上册数学第二单元知识点+练习题带答案.doc
西南财经大学硕博连读预备人才选拔与培养办法(试行).doc
导游年度个人工作总结范本(汇编19篇).docx
大学团支书年度工作总结范文.doc
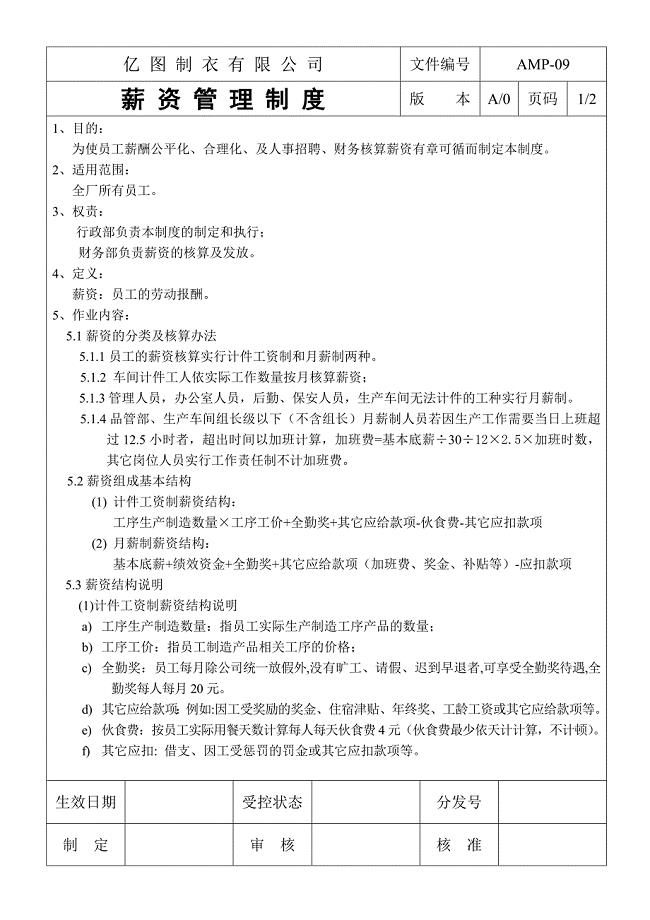
薪资管理制度.doc
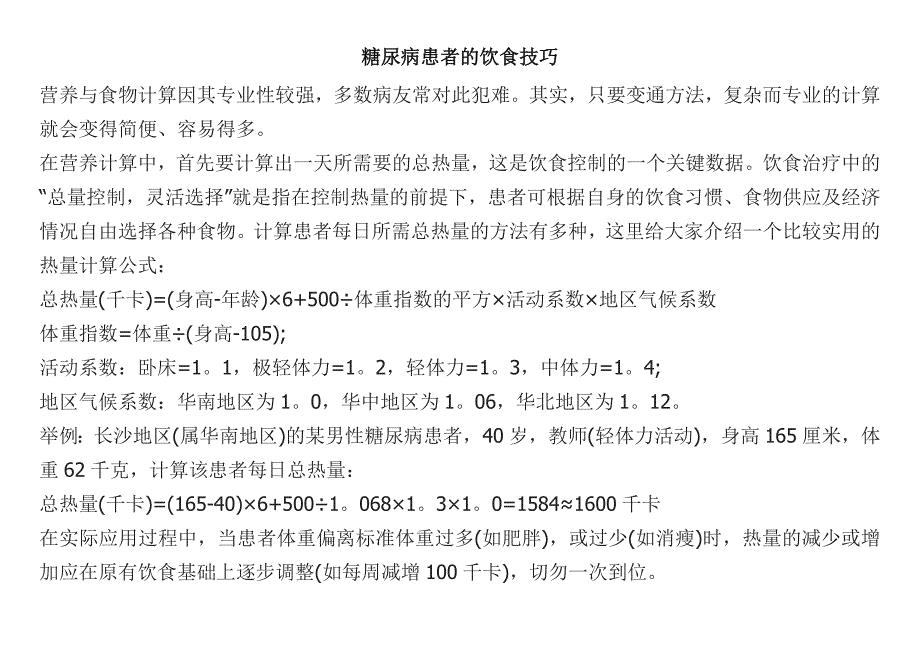
糖尿病患者的饮食技巧.doc
2023年山东德州齐河县事业单位优秀青年人才引进60人笔试题库含答案解析
【恒大地产】精装修工程管理手册.doc

考研 英语 作文 佳句文档.doc
大班下半年教学工作计划(2篇).doc
小学低年级语文课堂阅读小练笔的几点尝试
500吨8羟基喹啉、400吨溴代沙坦联苯、500吨三苯基氯甲烷新建项目可行性策划书.doc
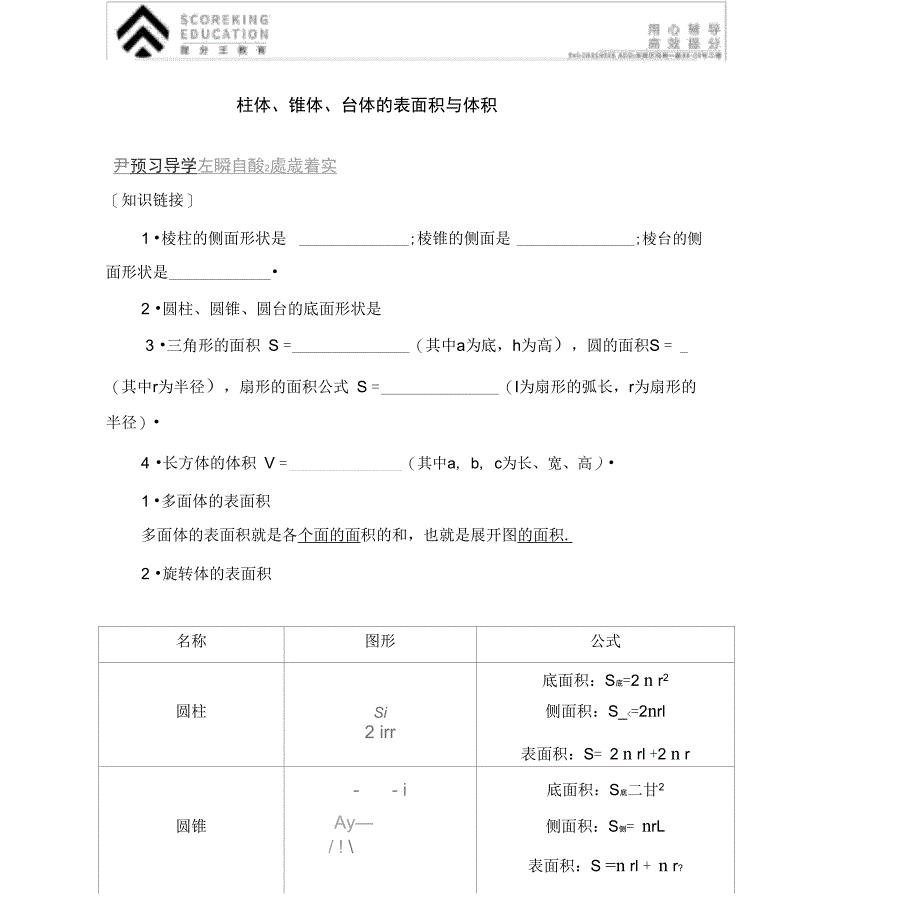
空间几何体体积计算

四年级语文练习三.doc

声学(1)-李俞增.doc
2023年国税工作总结4篇.DOC

江苏天嘉生产设备简介.doc
大班学期教学工作计划参考模板(二篇).doc
 生产型企业出口退税流程及实务操作举例
生产型企业出口退税流程及实务操作举例
2023-08-28 9页
护理垫项目建议书写作模板
2023-07-14 63页
麻醉车项目建议书写作模板
2023-03-01 63页
南瓜种植基地规划建设项目可行性研究报告x
2023-11-17 52页
二次根式测试题(卷)与答案
2023-02-11 6页
风电产业园项目可行性研究报告模板
2022-10-15 97页
78万吨建筑用石新建项目商业计划书写作模板
2023-08-15 41页
华为员工手册-范本.doc
2023-04-09 16页
无线电频谱管理研发中心、高端频管装备生产基地及检验检测中心项目可行性研究报告模板立项审批
2024-03-09 105页
农村黑臭水体治理项目可行性研究报告模板
2023-11-18 97页