
四大管道焊接作业指导书
30页
1、一 编制依据1二 工程概况、施工范围及工程量12.1 工程概况12.2 焊接工程量2三 焊前准备工作及机具配备23.1焊工资格认定及职责分工23.2 焊前准备工作2四 施工主要机具及材料34.1主要机具34.2焊接材料3五 作业工序及工艺要求35.1流程图:45.2环境状态55.3焊机状态55.4坡口制备及对口状况的检查55.5点焊及焊接65.6工艺要求75.7焊后自检7六 质量标准及检验要求86.1质量标准86.2检验及返修9七 安全、文明施工措施9八 环境保护措施11热处理作业指导书一 编制依据2.1哈尔滨锅炉厂(有限)公司提供的施工图纸。2.2火力发电厂焊接技术规程DL/T869-2004。2.3焊接工艺评定规程DL/T868-20042.4火电施工质量检验及评定标准焊接篇1996年2.5火力发电厂焊接热处理技术规程DL/T819-2002二 工程概况、施工范围及工程量2.1 工程概况四大管道及其附属设备。2.2.1锅炉:HG-480/13.7-L.MG21最大蒸发量 480t/h蒸汽温度 540过热蒸汽压力 13.7MPa再热蒸汽进口温度 376再热蒸汽出口温度 540再热蒸汽
2、进口压力 4.339MPa再热蒸汽出口压力 4.139MPa给水温度 2402.2.2汽轮机:CK135-13.24/535/535/0.981主汽阀前主蒸汽额定温度 535再热蒸汽进汽阀前温度 535主汽阀前主蒸汽压力 13.24MPa2.2 焊接工程量2.2.1焊口管系名称规格材质焊口总数主蒸汽管道2734010CrMo91038219.13010CrMo9106再热冷段管道4261720G373251320G6再热热段管道406.42010CrMo91036323.91610CrMo910105082610CrMo9102高压给水管道2732820G511331420G122.2.2附属设备及结构件的焊接三 焊前准备工作及机具配备3.1焊工资格认定及职责分工3.1.1焊工上岗前必须经相应项目培训考试合格,持证上岗。3.1.2上岗焊工在正式施焊前,应熟悉所焊管道的规格,材质及相应的焊接工艺、焊材牌号、工作内容、工况条件、质量标准等内容。3.2 焊前准备工作3.2.1施焊人员必须在清楚技术交底内容并签字后方可施工。3.2.2焊丝使用前应清除锈垢和油污及保护层等物,至呈现金属光泽。 3
3、.2.3管子焊接采用手工钨极氩弧焊和氩弧焊打底、电弧焊盖面,氩弧焊时采用直流正接法(即钨极接负极),电弧焊时采用直流反接法(即焊钳接正极)。3.2.4钨极自气罩前缘的伸出长度不易过长,一般为810mm以利于氩气对钨极、焊丝及溶池金属的保护。3.2.5氩气纯度不得低于99.95。3.2.6引弧时应尽量由相对比较困难的位置引弧焊接,以便于收弧时能够获得最佳的焊接位置及收弧质量。四 施工主要机具及材料4.1主要机具3.3.1焊接过程采用瑞凌400型或伊萨315型焊机。3.3.2氩气流量调节器选用YQAr-731型。3.3.3常用工器具:150mm板尺 1把 微型电筒 1个 锉刀、钢丝刷、扁铲、刨锤等。4.2焊接材料4.2.1焊接材料的质量应符合国家标准的规定,焊接工程中使用的进口焊接材料应符合设计要求和工艺提供方提交的技术文件的要求。4.2.2焊接材料应符合DL/T869-2004 3.3.2 的规定4.2.3主要焊接材料4.2.3.1氩弧焊丝 TiGJ50 2.5TiGR40 2.54.5.3.2电焊条 J507 2.5/3.2/4.0R407 2.5/3.2/4.0五 作业工序及工艺要求
《四大管道焊接作业指导书》由会员博****1分享,可在线阅读,更多相关《四大管道焊接作业指导书》请在金锄头文库上搜索。
规划绿地绿化工程项目建议书
光伏项目专项应急预案
仓库2023年度工作计划模板(3篇).doc
小班安全教育教案优秀6篇.docx

人教版四年级数学.docx
陕师大公共心理学习题.doc
公共管理硕士(MPA)联考复习资料——公共管理基础
试论微电影生存困境发展策略

公司各种管理制度范本
生物学探究性实验设计的探讨.doc
幼儿科学实验教案大全.docx
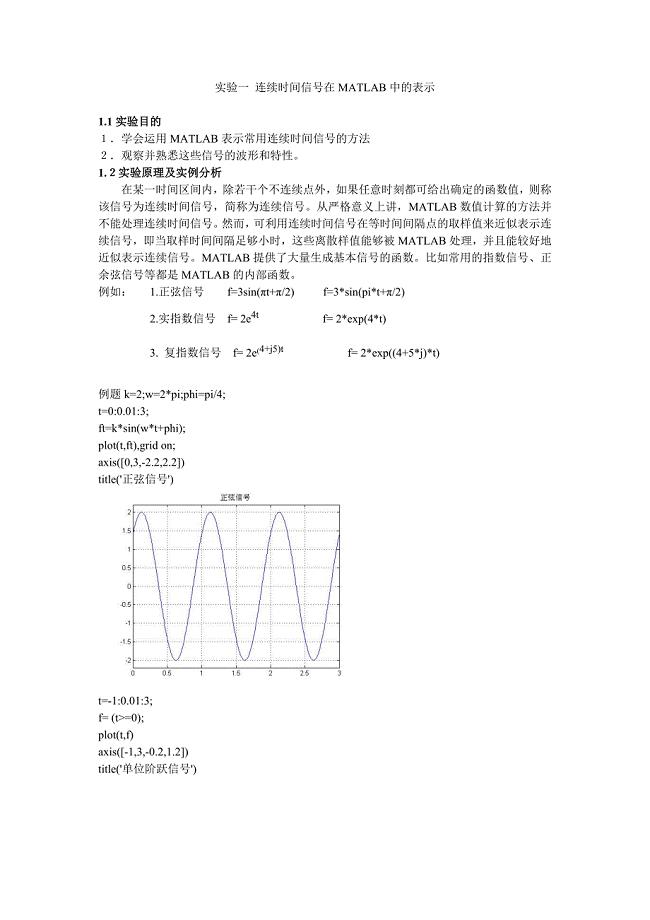
实验一 连续时间信号在MATLAB中的表示.doc
高一化学的学习要诀.docx
2.3双曲线 教案(北师大版选修2-1).doc

【云南中考数学试题及答案】2009.doc

2023年优秀小学生自我介绍「精」.docx
普外科常用诊疗技术操作常规.doc
挂职锻炼干部工作鉴定表.doc
架梁施工方案.doc
优秀员工的发言稿集锦7篇
 四年级英语教师个人述职报告
四年级英语教师个人述职报告
2023-11-04 3页
经典诵读教案
2022-11-09 34页
2022年新时代劳动教育心得体会12篇 新时代劳动教育的心得体会
2023-11-05 7页
公司钢筋结构厂房工程概况与特点
2024-02-28 92页
培训师的工具箱完整版
2023-10-06 148页
六年级班级德育工作计划范本(2篇).doc
2023-02-04 6页
试论微电影生存困境发展策略
2023-05-29 8页
精编高考地理二轮复习:专题14环境保护听课手册含答案
2022-10-05 12页
北川羌族自治县小坝初中初级中学学业测试题
2023-12-20 11页
2022安全法制教育心得体会500字以上法制教育安全教育体会500字
2024-01-12 7页