
[毕业设计]低真空条件下铝基复合材料扩散焊接工艺
8页
1、低真空条件下铝基复合材料扩散焊接工艺 摘 要: 以 Al 2O3p /6061Al铝基复合材料为对象 ,研究了在低真空条件下的直接扩散焊接和 6061Al铝箔作为中间层的扩散焊接工艺。分析了焊接温度、 保温时间与不同焊接工艺所得接头微观组织及强度的关系。同时 ,分析了低真空度和夹具对接头性能的影响。试验结果表明 ,两种焊接工艺所得接头强度随温度变化的规律以 600 和 640 为界分为三个阶段 ,并且随保温时间的延长有所提高。在较高的温度下 ,压力和液态金属的作用促使氧化膜破碎 ,有利于接头强度的提高。关键词: 铝基复合材料; 直接扩散焊接; 中间层扩散焊接以铝基复合材料为对象研究了在低真空条件下的直接扩散焊接和铝箔作为中间层的扩散焊接工艺。分析了焊接温度、保温时间与不同焊接工艺所得接头微观组织及强度的系数。同时,分析了低真空度和夹具对接头性能的影响。试验结果表明两种焊接工艺所得接头强度随温度变化的规律以600和640 为界分为三个阶段并且随保温时间的延长有所提高。在较高的温度下压力和态金属的作用促使氧化膜破碎有利于接头强度的提高。序言:铝基复合材料由于具有高比强度、高比刚度、高耐磨性
2、和耐热性等优异的综合性能而在航空航天、汽车工业、机械产业及体育用品等领域具有巨大的应用潜力,是当今材料学科正在探索与开发的高技术领域。目前,国内外已经采用铝基复合材料加工成曲轴、气缸、自行车架、望远镜架以及飞机的起落架等产品。但是由于这种材料特殊的组织结构,使其采用普通的焊接方法很难获得良好的接头性能,焊接难度极大。从公开发表的技术资料来看,迄今为止国内外关于这种材料的焊接性与焊接工艺的研究进展非常缓慢,严重制约了这种材料在生产实践中的应用。1试验材料及方法1. 1试验材料采用挤压铸造法制备Al2O3 /6061Al铝基复合材料。增强相Al2 O3 的体积比为30%。该复合材料在退火状态下抗拉强度为225MPa。经差示扫描量热仪DSC测定,其液、固温度区间为595668 。其显微组织见图1。采用与基体相同成分的6061Al铝箔作为中间层。图1Al2O3 p /6061Al铝基复合材料显微组织1. 2试验方法1. 2. 1接头处理方法将材料加工成10 mm 20 mm 50 mm的尺寸进行对接平焊,并对接头表面进行处理,处理过程为,先用丙酮清洗表面油污,再分别用20%NaOH溶液和20%
3、硝酸溶液浸泡3 min,最后用清水冲洗并吹干。1. 2. 2焊接过程扩散焊接过程是在1 Pa左右的真空室中进行,通过热电偶和可控硅来测量并控制温度。焊接过程中试件通过自制夹具施加压力。制作夹具的材料为高温合金钢,并且在700 进行调质。主轴用来调节夹持试件空间范围的大小,当试件固定后,通过旋转螺母加压。焊接过程中工件和夹具随炉升温。在室温下,夹具对接头的初始压力为20MPa左右。在升温过程中,由于夹具受到热膨胀,使其对工件的压力逐渐降低,这恰好弥补了铝基复合材料在液、固温度区间强度非常低,并在稍大的压力下极易发生破碎的缺点。到保温阶段,热胀冷缩现象停止,使接头压力保持在一定数值。保温结束后,工件和夹具在真空状态下自然冷却,夹具收缩使得此过程中接头压力有所升高。1. 2. 3试验温度的选取铝基复合材料加热到液、固两相温度区间时仍具有一定刚度,并且存在一个临界温度区间该区间内焊接结合面上基体、增强相微观连接行为发生了变化,使得接头强度有很大改善。大量试验表明,当温度超过临界温度时,在焊缝和试件表面会有少量液态金属挤出,如图2示,为640 条件下焊后试件的图2从图中可以看出在焊缝处出现较多的
4、液滴,而在试件的表面也有少量小液滴出现。1. 2. 4拉伸试验及微观组织观察焊后利用css2205 型电子万能实验机(抗拉强度取3个试样的平均值)测试焊接接头的力学性能(图3a b焊后试样和拉伸试样) 。采用扫描电子显微镜JSM - 5600LV分析接头微观组织及断口形貌。图3后试样和拉伸试样2试验结果及讨论2. 1温度对接头性能的影响分别采用直接扩散焊和铝箔作为中间层扩散焊两种工艺焊接Al2O3 /6061Al铝基复合材料。有实验可知,在温度低于600 和高于640 时直接扩散焊接的接头强度相对较低,采用铝箔中间层扩散焊接的接头强度较高,当温度高于600 、低于640 时,直接焊接的接头强度较高。接头的强度随温度的变化可以分为三个阶段。第一阶段,在温度低于600 的情况下,基体没有出现液相。在这个阶段的扩散焊接过程与普通的固态扩散焊接没有什么区别,在一定压力的作用下,相互接触的基体表面材料产生局部的塑性变形, 低真空条件下铝基复合材料扩散焊接工艺而达到紧密接触,并通过表面原子的扩散和键合实现连接的目的。但是,由于固态金属基体的扩散能力有限,使得直接扩散焊接不能改善接头区域的增强相/增
《[毕业设计]低真空条件下铝基复合材料扩散焊接工艺》由会员pu****.1分享,可在线阅读,更多相关《[毕业设计]低真空条件下铝基复合材料扩散焊接工艺》请在金锄头文库上搜索。
2018-2019学年高中政治 专题4.2 我国的基本经济制度(练)(基础版)新人教版必修1
元旦中班教案模板(8篇).doc
北风和小鱼集体备课.doc
六年级语文的《两小儿辩日》教案.doc
酒店安全检查制度

幼儿园小班父亲节活动教案及反思.docx
黄冈市人口、经济、资源、环境与可持续发展 1.doc
2023年读书笔记的作用.docx
2023年篇一心得体会写作方法.docx

医院科室2023年度工作计划(四篇).doc

精选祖国在我心中演讲稿模板5篇
加热炉技术经济与性能指标和环保分析.docx
2023年小班交通安全教育主题班会教案.docx
双控节能继电器技术改造可行性分析报告.doc

K72+800圆管涵施工方案.doc文档.doc
一部被人遗忘的古典文学名著56368.doc

国家开放大学电大专科《现代文员基础》期末试题标准题库及答案
体育与健康课程教案.doc
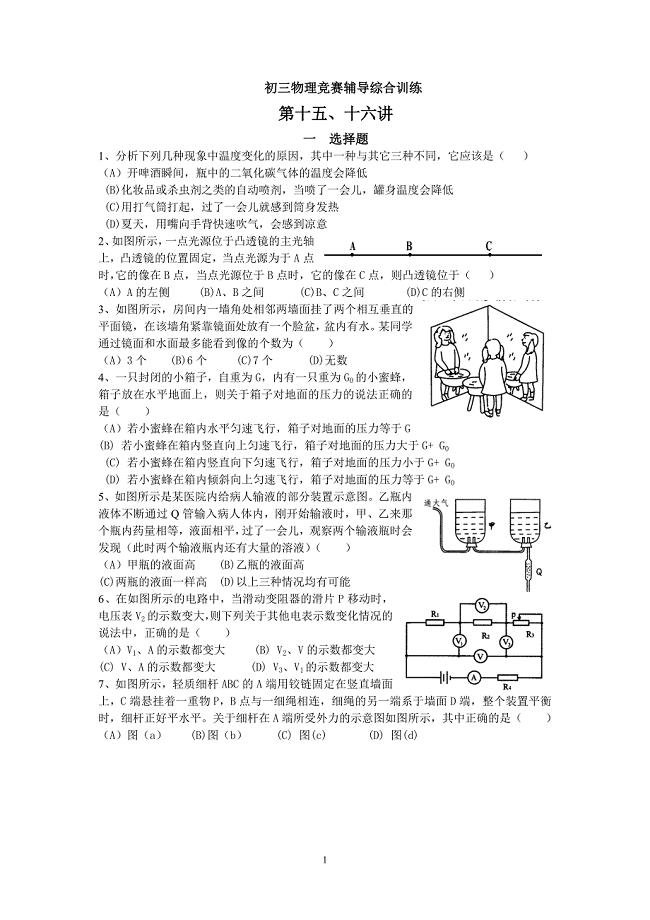
初三物理竞赛辅导训练第十五、十六讲.doc

谨慎性原则在会计实务中的应用
 一通三防风险预控隐患排查治理制度汇编
一通三防风险预控隐患排查治理制度汇编
2023-07-04 91页
最新 高一数学苏教版必修51.2余弦定理学案2
2023-07-21 4页
鸵鸟养殖投资建设可行性分析论证研究报告(后面的表可以粘贴)
2024-01-24 41页
鄂教版二年级(上)语文复习资料(教育精品)
2024-02-19 20页
人教版小学语文三年级上册各单元复习资料
2022-08-10 12页
精品资料(2021-2022年收藏)某某某某年电力工作安排
2023-08-29 7页
南丰县生活垃圾处理工程可行性研究报告
2023-02-14 87页
江苏专用高考物理大一轮复习第3单元牛顿运动定律作业手册0509227
2022-07-22 26页
化学探究教学的实践与思考
2023-05-31 9页
设备专业预留预埋施工组织方案
2023-06-25 15页