
汽机四大管道焊接施工方案
28页
1、1070t/h350MW383. 506MW273.084MW24. 2MPa566C859.48t/h566C4.3379MPa0. 8518MPa (非调节)346. 33C (非调节)50t/h0. 4MPa (可调节)254. 34C (可调节)520t/h470t/h20C4. 9kPa3000r/min从汽轮机向发电机方向看为顺时针方向48. 5飞 0. 5 Hz从汽轮机向发电机看,润滑油管路为右侧布置汽机四大管道焊接施工方案1. 工程概况及工程量:11工程概况本机组为北京北重汽轮电机有限责任公司制造,超临界参数、一次中间再热、单轴双排汽、抽汽凝 汽式机组。额定纯凝工况主蒸汽流量: 纯凝 工况额定功率: 最大出力( VWO 工况): 平均热负荷工况出力: 主汽门进口蒸汽压力: 主汽门进 口蒸汽温度: 再热蒸汽流量 (TRL): 再热蒸汽进口蒸汽温 度: 再热蒸汽进口蒸汽压力 (TRL): 工业抽汽压力(平均工 况): 工业抽汽温度(平均工 况): 工业平均工况抽汽流量: 采暖抽汽压力(平均工况): 采 暖抽汽温度(平均工况): 采暖 最大工况抽汽流量: 采暖平均工 况抽汽流
2、量: 额定冷却水温度: 额定背压: 额定转速: 旋转方 向: 最大允许系统周波摆动:C.发电机:发电机型号:T255-460额定功率:350MW额定功率因数:COS。=0.85额定电压:24kV额定电量:412MVA周波:50HZ额定转速:3000r/min冷却方式:定子绕组水内冷,转子绕组为副槽通风,定子铁芯及其它构件为氢冷。额定氢压:0. 40MPa (g)效率:N98.9% (计及轴承、油密封损耗和励磁系统)励磁方式:静态励磁系统。1. 2工程量汽机四大管道焊接包括:主蒸汽管道安装焊接、再热热段蒸汽管道安装焊接、再热冷段蒸汽管道安装焊接、高压旁路蒸汽管道安装焊接、低压旁路蒸汽管道安装焊接、高压给水管道安装焊接及四大管道系统的疏放水、排空、支吊架、临时构件的焊接工作。汽轮机本体定型管道的焊接有:高压导汽、中压导汽、本体疏水管道。本工程施工中有各种不同的管材,涉及到的管材有SA-335P91 . A672B70CL32 . WB36、A691Gr2.25CrCL22、12CrlMoV等。其主要工程分布(见附表1):2. 编制依据:2.1四大管道配管图;2. 2火力发电厂焊接技术规程D
3、L/T869-2004 ;2.3火电施工质量检验及评定标准(焊接篇);2.4电力建设平安工作规程(火力发电厂局部)DL5009. 120XX ;2.5电力建设施工质量及验收评价规程第5局部:管道及系统;2. 6火力发电厂金属技术监督规程DL. 438-20XX ;2. 7焊工技术考核规程DL/T679-1999 ;2.8焊接工艺评定规程DL/T8682004 ;2.9公司的质量管理、职业平安、环境和健康体系;2. 10火力发电厂焊接热处理技术规程DL /T 819-2002 ;2.11施工组织总设计;2. 12焊接工艺评定报告;2.13火力发电厂异种钢焊接技术规程752 2001。3. 应具备的作业条件:3. 1. 1作业进度依据汽机专业的施工作业安排,施工工期为20XX年6月开始,一直延续到汽机吹管恢复。3. 1.2劳动力安排汽机四大管道安装焊口施工时,根据实际情况、施工进度、位置困难程度、工作量大小、焊接顺序要求,合理安排作业人员,综合考虑预计需合金大径管焊工1824人、合金小径管氧弧焊或氯弧打底电焊盖面焊工34人。3. 2对作业人员要求焊工必须具有相应施工作业工程的焊接合格证书,
4、中断工作六个月以上者,必须重新复试,合格前方能上岗。焊工必须凭借焊材领用单领取焊接材料,防止焊接材料错用。焊后做好自检和互检工作,当作业条件与施工方案要求不符时,停止或拒绝施焊,作业过程中出现重大问题时,停 止施焊并报告技术人员或班组长等相关人员,不得自行处理。对焊接质量合格率在99%以下时,要暂停其施工作业。分析出其原因后重新施焊。技术员负责作业程序的编制、现场施工的技术指导和监督、质量检查,技术资料的收集、整理、验收、移交工作。 技术人员和班组长必须熟悉图纸,对每个局部的布置有深刻的了解,掌握图纸要求、验收标准。班长和技术人员在工程施工前和施工中做好平安技术交底工作。班长负责现场施工的进度、平安、人员调配、质量监督以及焊接机械设备保养。3. 3作业机械、工器具要求3. 3.1每名焊工需配备焊枪、焊帽、氮气减压流量计、电磁气阀、氯气带、保温筒、手锤、扁铲、钢丝刷、白光镜、 绝缘鞋以及相应劳动保护用品等各一套。每十人配备2个角向。3. 3.2需ZX7-400型或相应型号焊机12台。3.4作业材料要求每类型、每批次焊材入库前要有焊接材料质量证明书,合金焊材要有光谱检验报告。焊条存放要有焊
《汽机四大管道焊接施工方案》由会员新**分享,可在线阅读,更多相关《汽机四大管道焊接施工方案》请在金锄头文库上搜索。
十五 你有“逆反心理”吗1.doc

2023年元旦节活动策划.DOC

铁路路桥过渡段的施工处理.doc
北川羌族自治县小坝初中初级中学学业测试题
![牛津小学英语教学设计[1].docx](https://union.152files.goldhoe.com/2023-5/4/ded5d472-78b7-4b35-9b20-098b3fc321e0/pic1.jpg)
牛津小学英语教学设计[1].docx
安全常识之久坐办公室要注意的人体安全
![21.我不能失信[2].docx](https://union.152files.goldhoe.com/2022-11/13/fbb703a1-3a8a-418b-9c78-77afaa7ebc57/pic1.jpg)
21.我不能失信[2].docx

2021个人下半年工作计划目标5篇.doc
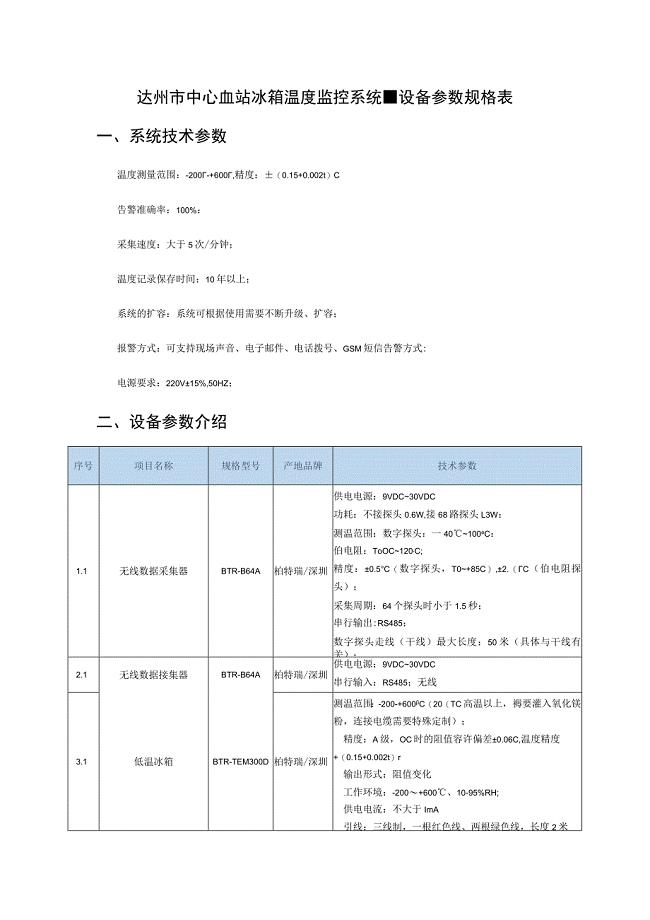
达州市中心血站冰箱温度监控系统-设备参数规格表系统技术参数
武汉暴雨强度公式的推算与优化
商业银行文化产业金融对接策略方案研究报告.doc

新课标人教版高一物理必修1教案第四章 牛顿运动定律复习教案.doc
2023年网络安全宣传活动方案(全文完整)

2023英语考试日记范文.docx
义务教育教科书·美术 四年级下册 第2课.docx
医院导诊工作总结范文2023年(2篇).doc
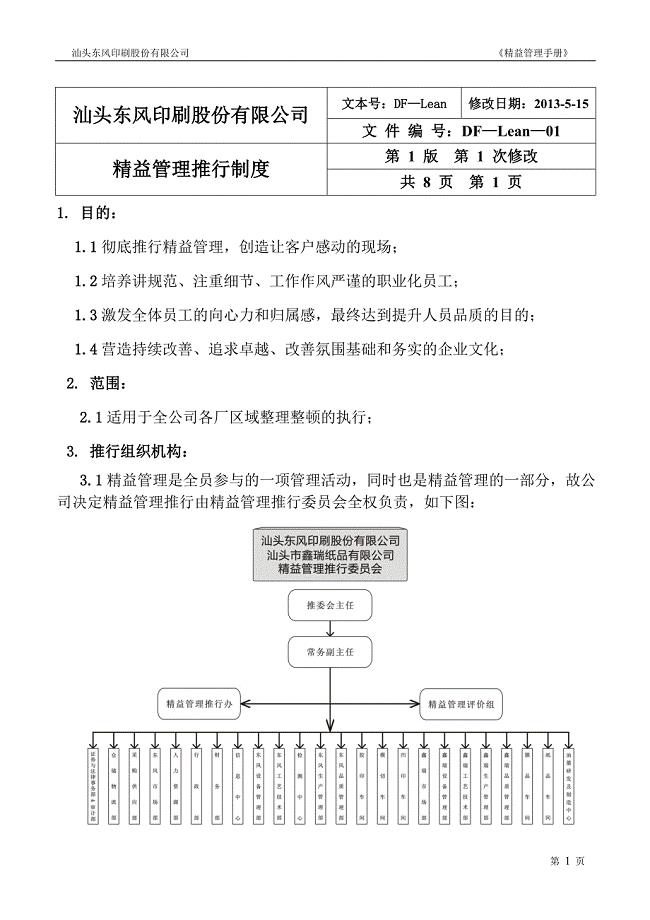
01—精益管理推行制度.doc

论建筑施工管理过程中各专业的协作与配合.doc
精选教师学习总结四篇_2.doc
“悦”读红楼梦联你我——整本书阅读《红楼梦》交流分享会教学设计--统编版高中语文必修下册.docx
 棚户区改造工作计划范文格式5篇
棚户区改造工作计划范文格式5篇
2023-06-15 19页
全站仪常规注意事项
2023-05-23 4页
公司各种管理制度范本
2022-09-03 10页
单位工作表现良好的证明范本
2023-02-21 3页
邮件合并功能
2023-02-13 18页
空调设计开题报告
2022-10-29 9页
一种SOC值充电控制的充电桩系统
2023-11-04 1页
第7章 船舶生产计划与调度
2023-01-08 13页
普货车辆驾驶员安全教育
2023-10-10 2页
自考《行政管理学》复习笔记
2024-01-11 22页