
机械制造技术课程设计-转向臂加工工艺及钻φ8.5孔夹具设计
14页
1、机械加工工艺规程设计全套图纸加扣 3012250582一、 生产类型的确定由原始资料可知是中批量生产类型。二、 零件的分析1、零件的作用据资料所示,该转向臂的作用和方向盘、转向拉杆一起配合使用,从而达到控制转向轮的转向角度。2、零件的工艺分析由零件图可知:16、9.3的孔中心线是主要的设计基准和加工基准。该零件的主要加工面可分为两组:21、 以16mm孔的中心线加工表面 这一组加工表面包括:铣26mm单侧端面、钻16mm的孔、倒角145、钻8.5mm的孔。22、 以9.3mm孔的中心线加工表面 这一组加工表面包括:铣20mm两端面、钻9.3mm的孔、锪16mm的沉头。概括:由于16、9.3的孔中心线位置精度不高,又16mm内孔的精度比9.3mm内孔的精度较高。所以由以上分析可知,对这两组加工表面而言,先加工第一组,再加工第二组。由参考文献中有关面和孔加工精度及机床所能达到的位置精度可知,上述技术要求是可以达到的,零件的结构工艺性也是可行的。三、选择毛坯、确定毛坯尺寸、设计毛坯图根据零件材料确定毛坯为可锻铸铁(KT35-10),中批量生产。按机械制造技术基础课程设计指南第五章第一节可确定
2、:1、求最大轮廓尺寸 长133.5mm、宽48.9mm、高49.15mm 故最大轮廓尺寸为133.5mm。2、选取公差等级CT 由表5-1,铸造方法按机械造型、铸件材料按可锻铸铁,得CT范围812级。取为10级。3、求铸件尺寸公差 根据加工表面的基本尺寸和逐渐公差等级CT=10级,查表5-3得:公差带相对于基本尺寸对称分布。4、求机械加工余量等级 查表5-5,得机械加工余量等级范围为EG,取为F级。5、求RMA(要求的机械加工余量) 对所有加工表面取同一个数值,由表5-4查最大轮廓尺寸为133.5mm,机械加工余量等级为F级,得RMA数值为1.5mm。6、求毛坯基本尺寸依零件图可知:16、9.3、8.5孔径较小,铸成实心。 A面属单侧加工,由式(5-1)得 R=F+RMA+CT/2=32+1.5+2.8/2=34.9mm B、C面属两侧加工,由式(5-2)得 R=F+2RMA+CT/2=26+21.5+2.6/2=30.3mm 根据数据可得:转向臂铸件毛坯尺寸公差与加工余量见下表(3-1)表(3-1)项目A面B、C面16孔9.3孔8.5孔公差等级CT1010加工面基本尺寸3226铸件尺
3、寸公差2.82.6机械加工余量等级FFRMA1.51.5毛坯基本尺寸34.930.30007、画毛坯图(见A3图纸)四、工艺路线拟定 1、定位基准的选择 粗基准:为保证工件重要表面的余量均匀,应选重要表面为粗基准。为互为基准,以20mm端面为粗基准。即B、C面。精基准:精基准的选择主要考虑基准重合的问题。选择加工表面的设计基准为定位基准,称为基准重合的原则。采用基准重合原则可以避免由定位基准与设计基准不重合引起的基准不重合误差,零件的尺寸精度和位置精度能可靠的得以保证。为使两孔互为基准,选16的孔作为精基准。2、拟定加工方法和加工方案21、工艺路线:、铣16mm孔的端面,即26mm圆柱A面、铣9.3mm孔的两端面,即20mm圆柱B、C面、钻、扩、粗铰、精铰孔16mm,倒角145、钻8.5mm孔、钻9.3mm孔、刮平B、C面16mm,两端入体1mm22、确定工艺过程方案见下表(4-1)表(4-1)工序号工序内容简要说明01正货处理145204HBS改善材料加工性能02铣26mm圆柱A面先加工面03铣20mm圆柱B、C面04钻、扩、粗铰、精铰孔16mm,倒角145后加工孔05钻孔8.5mm
《机械制造技术课程设计-转向臂加工工艺及钻φ8.5孔夹具设计》由会员工****分享,可在线阅读,更多相关《机械制造技术课程设计-转向臂加工工艺及钻φ8.5孔夹具设计》请在金锄头文库上搜索。
湖州智能机器视觉设备项目研究报告
重构民事审判监督程序之我见一.doc
成套设备进口合同.doc
龙的传人教案.doc
30T松子加工废水处理设计方案.doc
优秀德育工作者申报材料:让折翅的雏鹰展翅翱翔!.docx
2015年下半年河北省一级建造师《项目管理》:单价合同的运用(三)考试题

隔代教育如何“扬长避短”?.docx
环卫工人年终总结
砂石料供应合同.doc
高校生职业规划汇编七篇
教师年度考核个人工作总结格式范文(2篇).doc
塔吊租赁协议简易律师版(7篇)
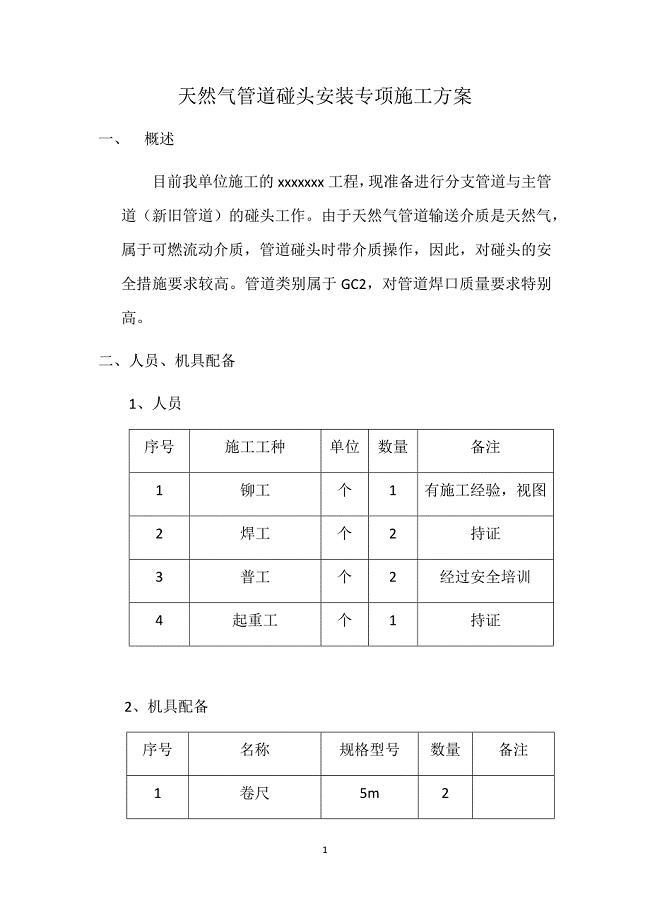
天然气管道碰头安装专项施工方案.doc
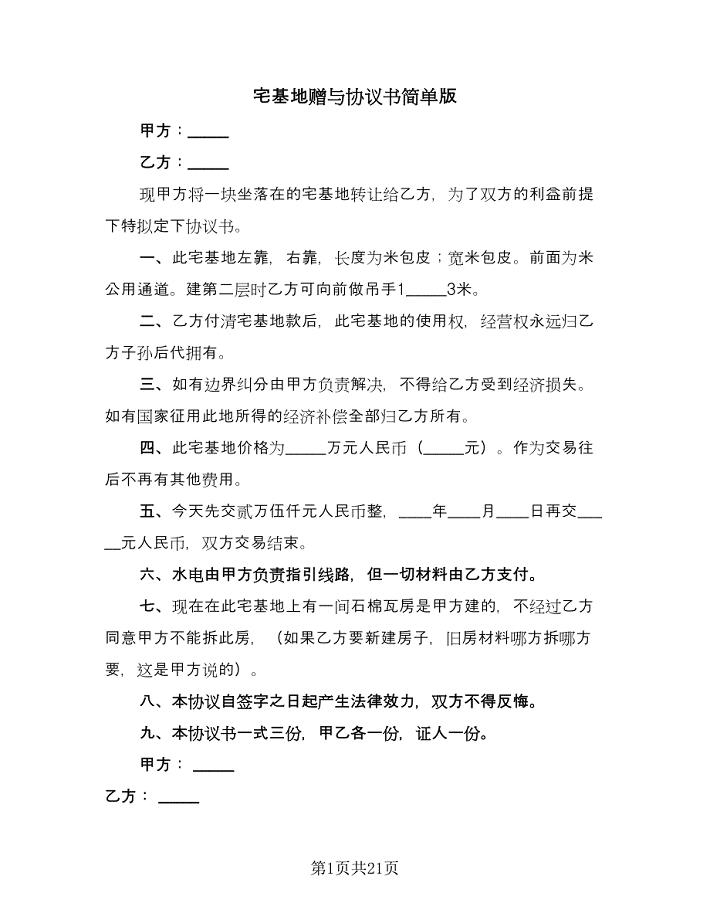
宅基地赠与协议书简单版(10篇).doc
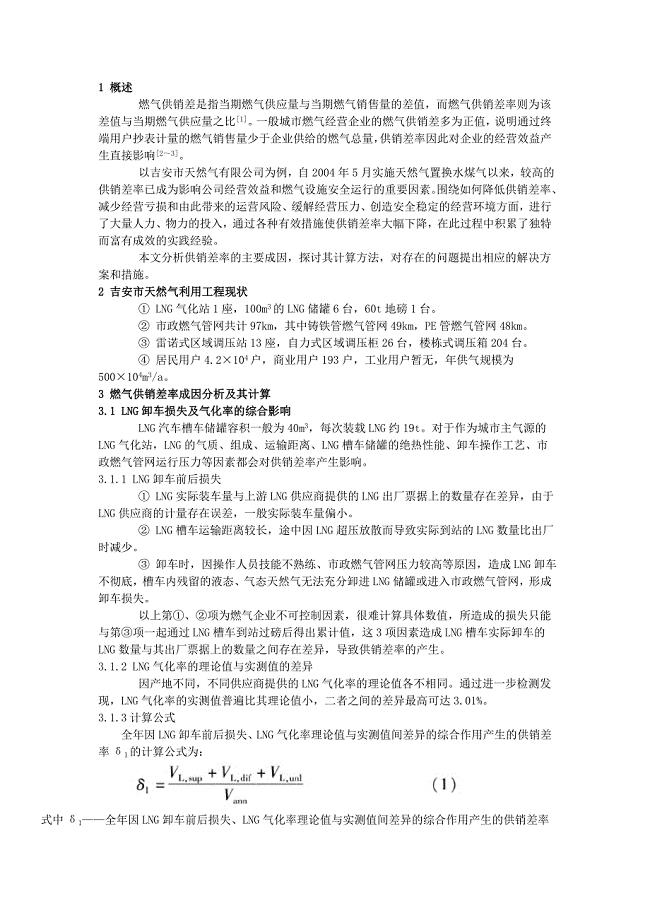
燃气供销差的成因、计算方法和解决方案.doc
疯狂英语口语.doc
推荐:劳动合同应具备哪几项基本条款?.doc
大人 呼吸系统1.doc
三年级沪教版语文下学期形近字专项提升练习含答案
 xx公司招标管理制度及实施细则
xx公司招标管理制度及实施细则
2022-08-11 18页
杜丽娘的舞台形象
2022-11-25 13页
毕业设计(论文)-风力驱动器部件造型设计与数控加工工艺设计(全套图纸)
2023-08-09 43页
机械制造技术课程设计-CA6140车床床头螺母零件机械加工工艺规程设计
2023-10-08 19页
CA6140车床拨叉[831007]工艺及铣尺寸20端面夹具设计
2023-01-09 25页
机械制造技术课程设计-弯轴支撑套筒加工工艺及夹具设计
2023-02-04 16页
机械制造技术课程设计-法兰盘加工工艺及钻φ6孔夹具设计
2023-02-20 22页
毕业论文-声光智力竞赛抢答器
2022-08-22 31页
毕业设计开题报告-物流配送中的最优路径规划模拟系统设计与实现
2023-05-20 7页
《金属切削机床》课程设计--车床主轴箱设计】全套图纸】
2023-03-17 20页