
跑道形垫片冲压模具设计
15页
1、广东石油化工学院课程设计说明书 全套图纸加扣 3346389411或3012250582题 目 垫片的模具设计 专 业: 机 电 工 程 学 院 班 级: 材控11-1班 学 生: 学 号: 指导教师: 完成时间:2020年 9月 1日至2020年9月13日课题设计名称:垫片3冲压模具设计零件名称:垫片(如图所示)=1.2mm 材料:08F 生产量:35万件/年一、零件工艺分析1、 材料分析08F钢强度、硬度很低,而塑性、韧性极高,主要用来制造冷冲压件。2、 结构分析零件结构简单对称,无尖角,对冲裁加工较为有利。零件有一对对称的孔,孔的尺寸为25mm,满足冲裁最小孔径的要求。另外,经计算,两个孔的最小孔边距为17.5mm,满足冲裁件最小孔边距的要求。所以该零件满足冲裁要求。3、 精度分析零件上没有标注公差,所以按IT14等级查补。零件外形尺寸: 零件内形尺寸: 孔心距尺寸: 由以上分析可知,该零件可以用普通冲裁的加工方法制得。二、 工艺方案的确定零件为落料冲孔件,可以提出的加工方案如下:方案一模具结构简单,但需要两道工序、两幅模具,生产效率低,零件精度较差,在生产批量较大的情况不适合用
2、。方案二只需一副模具,冲压件的形状位置精度和尺寸精度易保证,且生产效率高。但是模具结构较方案一复杂。方案三也只需一副模具,生产效率也很高,但与方案二相比,生产的零件精度稍差。但是设计方便。所以,比较三个方案欲采用方案三生产。现对复合模中的凸凹模壁厚进行校核,当材料厚度为1.2mm时,可查得凹凸模最小壁厚为3.2mm,可以采用级进模生产,即采用方案三。三、 排样设计可采用以下两种排样方式: (一)少废料排样 (二)无废料排样由于该工件结构比较简单,无论采用一方案还是二方案都能满足要求。相比而言少废料排样比无废料排样材料利用率低,但无废料排样会加快模具的磨损,使模具寿命减少,并直接影响到工件的断面质量,所以采用少废料排样即一方案。查冲压模具设计手册表2-16,确定搭边值:两工件间的搭边: a=2.5mm; 工件边缘搭边: b=2mm; 步距为: S=62.5mm;条料宽度: B=(D+2b)=(120+22)=124mm确定后排样图如下图3-1所示: 图3-1冲压件排样图一个进距内的材料利用率为 =na/Rh100%式中A冲裁件的面积(包括冲出的小孔在内)(mm2) n一个进距内冲件的数目
3、 B条料宽度(mm) h进距(mm)四、冲压力与压力中心计算(一)计算冲压力的目的是为了合理地选择冲压设备和设计模具。计算冲压力:冲压力的大小主要与材料的力学性能、厚度及冲裁件分离的轮廓长度有关。 用平刃口冲裁时,冲裁力F(N)可按下式进行计算F=KLt式中: L冲裁件周边长度(mm)t材料厚度(mm)材料抗剪强度(MPa)K系数。考虑到模具刃口的磨损。模具间隙的波动,材料力学性能的变化及材料厚度偏差等因素,一般取K=1.3。为计算简便,也可以按下式估算冲裁力: 式中 材料抗拉强度(MPa) 查机械工程材料表28得 (1) 、落料力 (2) 、冲孔力 (3) 、卸料力查冲压设计即冲模设计表311得(4) 、推件力查冲压设计即冲模设计表311得查冲压模具设计手册表236得,则个,又因为有两个孔,所以个。该套模具采用弹性卸料,下出件的卸料装置。总冲压力(二) 压力中心 图41零件图如上图4-1所示,该工件属于中心对称图形,所以压力中心在它的几何中心上,无需计算。五压力机的选择(一)压力机的选择原则冲压设备的选择直接关系到设备的安全及生产效率,产品质量,模具寿命和生产成本等一系列重要问题。重
4、压设备的选择主要包括设备的类型规格参数两方面的问题。冲压设备类型的选择主要根据所要完成冲压工序的性质,生产批量的大小,冲压件的几何尺寸和精度要求等来选择冲压设备类型。1、对于中小型冲裁件,弯曲件或浅拉深件的常采用开式曲柄压力机。2、对于大中型对于大和精度要求高的冲压件,多采用闭式曲柄压力机。3、对于大型或较复杂的拉深件,常采用上传动的闭式双动拉深压力机。4、对于大批量生产或形状复杂,批量很大的中小形冲压件应优先选用自动高速压力机或者多工位自动压力机。5、对于批量小,材料厚的冲压件,常采用液压机。6、对于精冲零件最好选择专用的精冲压力机。(二)冲压设备规格的选择在选择冲压设备的类型后,应进一步根据冲压加工中所需的冲压力(包括卸料力,压料力等)变形功以及模具的结构形式或闭合高度,外形轮廓尺寸等选择冲压设备的规格。1、公称压力压力机的公称压力是指压力机滑块离下止点前木一特定距离,既压力机的曲轴旋转侄离下止点前某一角度时滑快上所容需的最大工作压力。一般情况下,压力机的工称压力应大于或等于冲压工艺的1.3倍在开式压力机上进行精密冲裁件时压力机的工称压力应大于冲压工艺的2倍。2、滑快行程压力机的滑
《跑道形垫片冲压模具设计》由会员s9****2分享,可在线阅读,更多相关《跑道形垫片冲压模具设计》请在金锄头文库上搜索。
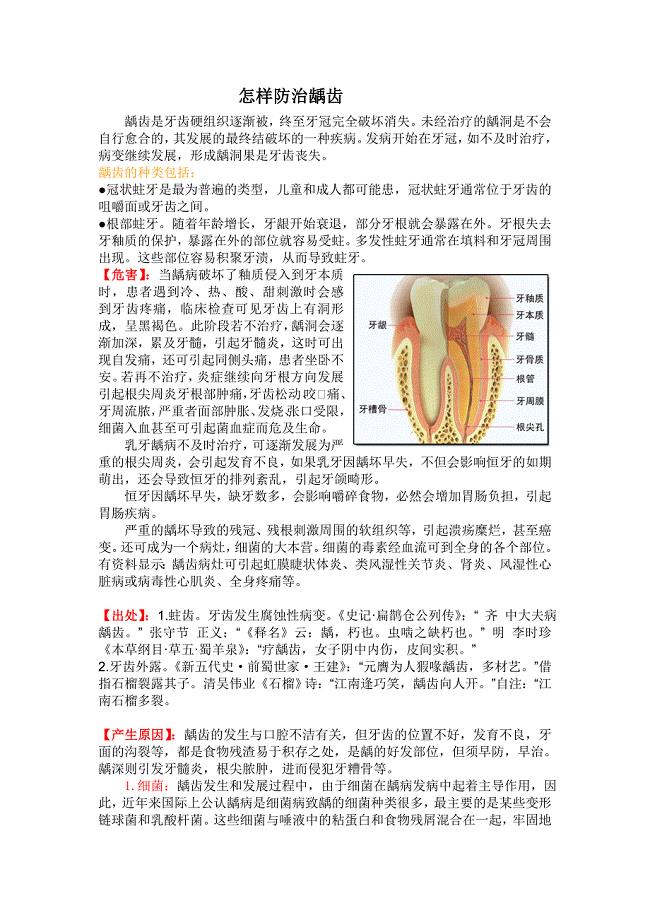
怎样防治龋齿.doc

图片修饰对图片可靠性和有效性的影响---以电影宣传海报为例--毕业论文.docx

黑龙江LS断路器 (2).doc

高科技生态示范园投资建设可行性分析论证研究报告
苏教版二年级下册期中综合测试卷.doc
甘蔗高产栽培各月份的管理技术.doc
金属塑性成形原理部分习题.doc

江苏省南京市溧水区东庐初级中学七年级政治下册第七课第1框走近法律讲学稿无答案新人教版
环境监测质量管理体系建设
《初级会计实务》计算公式速记法.doc
2018年北师大版三年级数学上册期末试卷.doc
2011年中考历史全国各地试题分类汇编26.doc
坐井观天教学案例.doc
2023年个人会计工作计划(七篇).doc
教练管理-如何制定个人实践宣言计划
大班下学期工作计划样本(二篇).doc
2022年兰州交通大学博文学院辅导员招聘考试题库及答案

2019年韶关学院编导文艺常识全真模拟题
2023年党委作风整顿总结报告
虞美人导学案
 毕业设计(论文)-复杂零件编程与加工
毕业设计(论文)-复杂零件编程与加工
2023-11-26 52页
毕业论文-会计师事务所内部控制体系构建及实践研究
2023-05-08 11页
毕业设计(论文)-投影仪电动工作台机械结构设计
2023-10-09 74页
毕业设计(论文)-我国航运业集团化发展研究
2023-01-12 28页
采矿工程毕业设计(论文)-朔里矿2.4Mt新井设计
2022-10-05 95页
毕业设计(论文)-专用卧式铣床液压系统设计
2023-12-02 27页
毕业设计(论文)-3-氯-2-羟丙基二甲基脱氢枞基氯化铵的合成研究
2023-10-24 22页
数据结构课程设计-拓扑排序算法实现
2023-11-24 27页
毕业设计(论文)-广州某星级宾馆空调系统设计
2023-03-15 105页
机械设计课程设计-带式运输机同轴式二级圆柱齿轮减速器设计F=2200 V=0.9 D=300
2023-11-05 44页