
焊接应力与变形
10页
1、焊接应力与变形学习目的:了解焊接应力与焊接变形产生的原因,掌握控制和消除焊接应力与焊接变形的方法。第一节 焊接应力与变形概述一、 焊接应力与变形的概念在焊接过程中,焊接应力和与焊接变形的产生是不可避免的。焊接过程结束,焊件冷却后残留在焊件上的内应力为焊接应力也叫焊接残应力。焊接过程中焊接产生了不同程度的变形,焊接过程结束,焊接冷却后残留在焊件上的变形为焊接残余变形。焊接残余应力是造成裂纹的直接原因,使承载能力和使用寿命降低。二、 焊接应力与变形产生的原因物体在某些外界条件下(如应力、温长等)的影响下,其形状和尺寸可能发生变化。焊接是一种局部不均匀加热的工艺过程,加热温度高,加热冷却速度快。焊件局部因为温度升高而膨胀,又因为温度升高,局部材料的强度降低,由于受到接头周围金属的限制而不能自由膨胀,当压应力大于材料的屈服强度时,产生压缩塑性变形。当焊缝冷却后收缩,由于受到接头周围金属而限制而不能自由的收缩而受到拉伸,产生拉应力即焊接残余应力。 总之,焊接时的局部不均匀加热与冷却是产生焊接应力和焊接变形的主要原因。第二节 焊接残余应力一、 焊接残余应力的分类1 按焊接残余应力产生的原因分类(1
2、) 温度应力(又称热应力):它是由于金属受热不均匀,各处变形不一致且相互约束而产生的应力。焊接过程中温度的应力是不断变化的,且峰值一般都达到屈服强度,因此产生塑性变形,焊接结束并冷却后产生残余应力保存下来。(2) 组织应力:焊接过程中,引起局部金属组织发生转变,随着金属组织的转变,其体积发生变化,而局部体积的变化受到皱纹金属的约束,同时,由于焊接过和中是不均匀的加热与冷却,因此组织的转变也是不均匀的,结果产生了应力。(3) 拘束应力:焊件结构往往是在拘束条件下焊接的,造成拘束状态的因素有结构的刚度、自重、焊缝的位置以及夹持卡具的松紧程度等。这种在拘束条件下的焊接,由于受到外界或自身刚度的限制,不能自由变形就产生了拘束应力。(4) 氢致应力:焊缝局部产生显微缺陷,扩散氢向显微缺陷处聚集,局部氢的压力增大,产生氢致应力。氢致应力是导致焊接冷裂纹的重要原因。2 按照焊接残余应力在结构中的作用方向分类(1) 单向应力:应力在焊件中只沿一个方向产生的应力。 (2) 双向应力:焊接应力存在于焊件中的一个平面不同方向上(也称平面应力)。 3 体积应力:焊接应力在焊件中沿空间三个方向上发生。二、 控制
3、焊接残余应力的工艺措施 控制焊接残余应力应从设计和工艺两个方面考虑。(1) 设计方面:在保证有足够强度的前提下,尽量减少焊缝的数量和尺寸,选择合理的接头形式,将焊缝布置在构件最大应力区之外。(2) 工艺方面:1)选择合理的组焊顺序 施焊时,要考虑焊缝尽可能的收缩,以减小结构的拘束度,从面降低焊接残余应力,其原则是:减小拘束,尽量使每条焊缝能自由的收缩;多种焊缝焊接时,应先焊收缩量大的焊缝;长焊缝宜从中间向两头施焊,避免从两头向中间施焊。2)选择合理的焊接参数 需要严格控制焊接残余应力的构件,焊接时尽可能地选用较小的焊接电流和较快的速度,减小焊接热输入,以减少焊接的受热范围。对于多道施焊焊缝,采用小的焊接参数进行多层多道施焊,并控制道间温度。3)采用反变形法 就是通过预先留出焊缝能够自由收缩的余量,使焊缝能够在一定程度上收缩,从面降低焊接残余应力。1) 采用加热“减应区”法焊接前,选择构件的适当部位加热,使其伸长,在焊后冷却时,加热区的收缩与焊缝的收缩方向相同时,使焊缝能自由收缩,从而降低内应力。2) 采用锤击方法每焊完一道焊缝,在焊缝冷却时同时锤击焊缝,使焊缝得到一定的延伸,可以减小焊
《焊接应力与变形》由会员pu****.1分享,可在线阅读,更多相关《焊接应力与变形》请在金锄头文库上搜索。
医学生必知常用药物的通名
工程施工协议书(15篇).docx
保护白鳍豚哪些措施.docx
关于小组合作学习的一些思考优秀获奖科研论文.docx

自编高三数学高考文科班集合与逻辑练习题
SYSKEY 你不一定知道的系统加密方式.doc
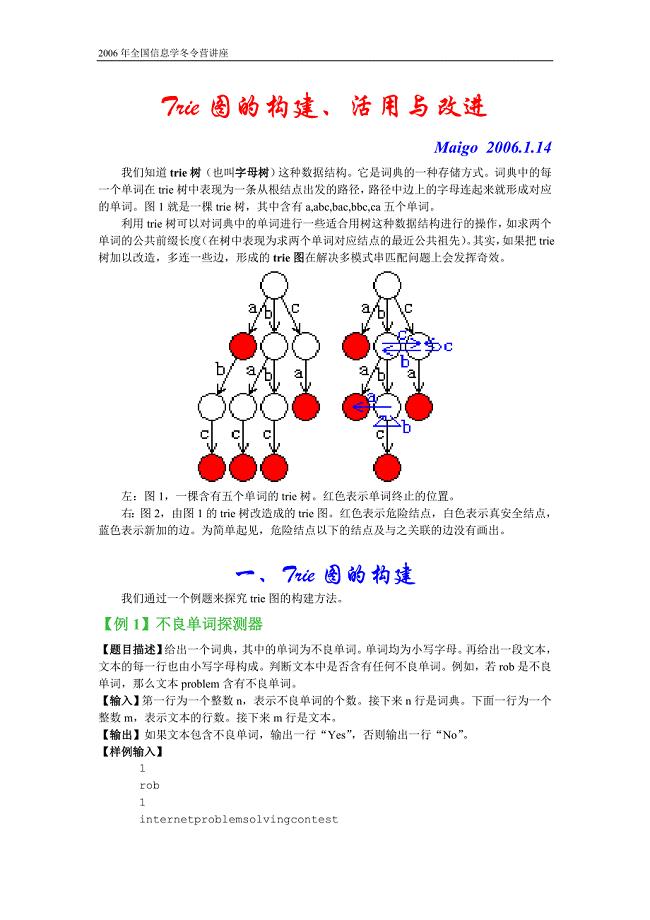
全国信息学冬营讲座-Trie图的构建、活用与改进-王赟.doc
《 痛风的防与治 》.doc
污水处理知识汇总(DOC 17页)
护士述职报告模板七篇【新版】
【精品】高中化学苏教版选修5教案:第3章第1节第2课时 酚 Word版含答案
被动语态练习题.doc
审美与文化系统的一致性
苏教版六年级英语上册期中考试卷(精选).doc
电子商务网站测试.doc
新版人教版六年级数学(下册)三单元练习及答案.doc
关键部位营造做法(屋面).doc
公租房个人申请书
农机安全生产专项整治
第二届全国优秀科普挂图征集评选活动.doc
 移动脚手架施工方案
移动脚手架施工方案
2023-08-13 13页
防水施工做法和规范方案
2023-06-05 7页
保洁施工方案
2023-03-25 7页
市政资料装订
2023-06-02 49页
农村小学班主任工作案例分析
2023-12-31 18页
食品生产许可证申请书(新模板)
2022-10-06 10页
汽车零部件仓储管理10年心得
2023-04-29 18页
沥青溶解度试验作业指导书
2023-03-29 3页
满堂脚手架搭设规范
2023-12-21 5页
PCBA检验标准
2023-12-18 26页