
PLC的自动控制分拣系统的方案设计书
17页
1、封面作者: PanHongliang仅供个人学习摘要PLC控制是目前工业上最常用的自动化控制方法,由于其控制方便,能够承受 恶劣的环境,因此,在工业上优于单片机的控制。PLC将传统的继电器控制技术、计算机技术和通信技术融为一体 ,专门为工业控制而设计 ,具有功能强、通用 灵活、可靠性高、环境适应性强、编程简单、使用方便以及体积小、重量轻、功 耗低等一系列优点 ,因此在工业上的应用越来越广泛。本文主要讲述PLC在材料分拣系统中的应用,利用可编程控制器(PLC),设计成本低、效率高的材料自动分拣装置。以 PLC 为主控制器 ,结合气动装置、传感技 术、位置控制等技术 ,现场控制产品的自动分拣。系统具有自动化程度高、运行稳定、精度高、易控制的特点 ,可根据不同对象 ,稍加修改本系统即可实现要求。 关键词 :可编程控制器,分拣装置,控制系统,传感器ABSTRACTPLC control is the most commonly used industrial automation control method, because of its convenient control to with
2、stand an adverse environment, it is better than MCU control in the industrial. PLC traditional relay control technology, computer and communication technologies are integrated specifically for industrial control and design, have strong function, common flexible, high reliability and environmental adaptability, and programming simple, easy to use and small size, light weight, a series of low-power advantages in industrial applications become more extensive.This paper focuses on the PLC in the can
3、ned beverage production, The design of an automatic sorting device with low cost and high efficiency is presentedin the paper, which regards programmable logic controller ( PLC) as the master controller and combines pneumatic device, sensing technology, position control and other technology to implement automatic selecting of the products live. The deviceis characteristic of high automation, steady running, high precision and easy control, which can fulfill the requirement according to different
4、 situations with little modifications.Key words: programmable logic controller,sorting device,control system,sensors目录摘要 I目录 II绪论 3第 1 章材料分拣装置结构及总体设计 31.1 材料分拣装置工作过程概述 31.2 系统的技术指标 41.3 系统的设计要求 4第 2 章控制系统的硬件设计 52.1 系统的硬件结构 52.2 系统关键技术 52.3 检测元件与执行装置的选择 7第 3 章控制系统的软件设计 103.1 控制系统流程图设计 113.2 控制系统程序设计 11第 4 章控制系统的调试 124.1硬件调试124.2软件调试134.3整体调试13结论 13展望 13致谢 14参考文献 14附录 15绪论分拣是把很多货物按品种从不同的地点和单位分配到所设置的场地的作 业。按分拣的手段不同,可分为人工分拣、机械分拣和自动分拣。目前自动分拣已逐渐成为主流,因为自动分拣是从货物进入分拣系统送到 指定的分配位置为止,都是按照人们的指令靠自动分拣装置来完成的。这种
《PLC的自动控制分拣系统的方案设计书》由会员cl****1分享,可在线阅读,更多相关《PLC的自动控制分拣系统的方案设计书》请在金锄头文库上搜索。
播音主持专业的个人自我鉴定精选2篇.doc
论中等职业学校计算机教学.doc
铝合金液罐车产品设计开发
机组低加安装两相流疏水调节器可行性研究报告
项目管理承包合同.docx

云南省招聘小学数学特岗教师考试大纲(最新版).doc
终检员的工作职责范本(2篇).doc
水电安装作业安全技术交底.docx
关于保证金合同汇总7篇.docx
岗位大练兵的心得体会.docx
行风评议检查督导情况
数学史选讲测试题及其答案.doc
工程建设领域治理商业贿赂工作汇报.docx
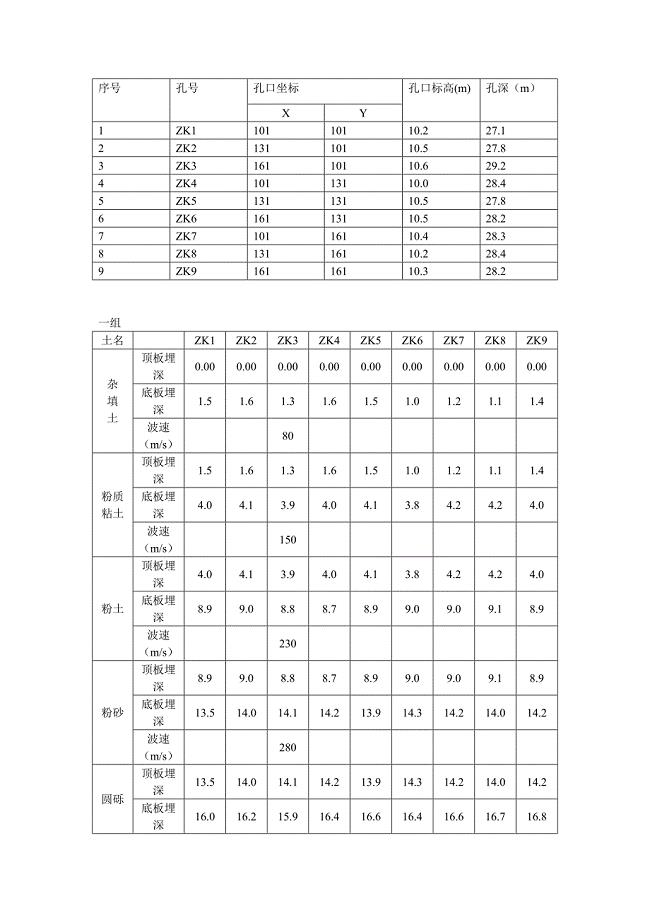
钻孔揭露岩土层深度 (2).doc
xx实业管理手册
浙江中医药大学体育选课足球选项课教学大纲.doc
楼梯钢结构施工方案.doc
外架施工方案样本.docx
高二有机化学·第五章·第六节石油的分馏.doc
职业礼仪风采大赛策划书.doc
 “三供一业”供电分离移交改造工程零星施工方案设计(DOC 65页)
“三供一业”供电分离移交改造工程零星施工方案设计(DOC 65页)
2022-09-26 65页
【DOC】质量管理手册颁布令
2023-11-05 147页
知识点集合与常用逻辑用语
2022-11-14 4页
确定搜索区间
2023-04-30 4页
(完整)初二分式练习题及答案
2023-09-11 6页
压风机设备安装竣工资料(DOC 42页)
2023-07-07 42页
市场营销学补修课考试必备
2022-09-27 13页
基站建设流程图
2023-03-26 5页
【必备】专业实习报告锦集8篇
2023-04-07 30页
浙教版(新版)七年级科学(上)期中(一至三单元)复习提纲
2024-01-11 9页