
焊接时发生严重偏弧
3页
1、焊接时发生严重偏弧,其中一个是因为剩磁的影响。工件在以下情况都会有意或无意地被不同程度地磁化,产生剩磁。如磁粉检测时对工件进行磁化,工件被磨削、电弧焊接、低频加热、与强磁体(如机床的磁铁吸盘)接触或滞留在强磁场附近,以及当工件长轴与地磁场方向一致并受到冲击或振动被地磁场磁化等。铁磁性材料和工件一旦磁化,即使除去外加磁场后,某些磁畴仍保持新的取向而不回复到原来的随机取向,于是该材料就保留了剩磁,剩磁的大小与材料的磁特性、材料的最近磁化史、施加的磁场强度、磁化方向和工件的几何形状等因素有关。在不退磁时,纵向磁化由于在工件的两端产生磁极,所以纵向磁化较周向磁化产生的剩磁有更大的危害性。而周向磁化(如对圆钢棒磁化),磁路完全封闭在工件中,不产生漏磁场,但是在工件内部的剩磁周向磁化要比纵向磁化大。这可以从周向磁化过的工件上开一个纵向的深槽中测量剩磁来证实,但却用测剩磁仪器测出工件表面的剩磁很小。工件上保留剩磁,会对工件进一步的加工和使用造成很大的影响,例如:(1)工件上的剩磁,会影响装在工件附近的磁罗盘和仪表的精度和正常使用;(2)工件上的剩磁,会吸附铁屑和磁粉,在继续加工时影响工件表面的粗糙度
2、和刀具寿命;(3)工件上的剩磁,会给清除磁粉带来困难;(4)工件上的剩磁,会使电弧焊过程电弧偏吹,焊位偏离;(5)油路系统的剩磁,会吸附铁屑和磁粉,影响供油系统畅通;(6)滚珠轴承上的剩磁,会吸附铁屑和磁粉,造成滚珠轴承磨损;(7)电镀钢件上的剩磁,会使电镀电流偏离期望流通的区域,影响电镀质量;(8)当工件需要多次磁化时,如认定上一次磁化会给下一次磁化带来不良影响。由于上述影响,故应该对工件进行退磁。退磁就是将工件内的剩磁减小到不影响使用程度的工序。但有些工件上虽然有剩磁,并不影响进一步加工和使用,就可以不退磁,例如:(1)工件磁粉检测后若下道工序是热处理,还要将工件加热至700以上的热处理,(即被加热到居里点温度以上);(2)工件是低剩磁高磁导率材料,如用低碳钢焊接的承压设备工件和机车的汽缸体;(3)工件有剩磁不影响使用;(4)工件将处于强磁场附近;(5)工件将受电磁铁夹持;(6)交流电两次磁化工序之间;(7)直流电两次磁化,后道磁化用更大的磁场强度。退磁的原理退磁是将工件置于交变磁场中,产生磁滞回线,当交变磁场的幅值逐渐递减时,磁滞回线的轨迹也越来越小,当磁场强度降为零时,使工件中
《焊接时发生严重偏弧》由会员工****分享,可在线阅读,更多相关《焊接时发生严重偏弧》请在金锄头文库上搜索。
起重机械设备租赁合同经典版(六篇).doc
青春主题演讲比赛主持词【三篇】.docx
荔枝吃多了为什么会低血糖?.doc
2021年国庆七天乐文化周活动策划书
销售客服实习报告总结十篇.doc
业务经理岗位职责范文(四篇)
变电所综合自动化复习题答案
深入学习实践科学发展观经验交流会发言稿讲解
幼儿园小班教师评语_4.doc

最新小学三年级道德与法治(上册)期末试卷及答案(一套).doc
一年级科学上册期中考试卷及完整答案.doc
关于开展治理商业贿赂专项工作的方案
有关调查报告小学作文集锦七篇
2023年企业工作高效执行力心得体会
2011教师招聘考试作文写作(2)3.doc
350万吨年炼油产业链异地搬迁项目商业计划书写作模板招商融资
![二、多项选择题[1].doc](https://union.152files.goldhoe.com/2023-8/13/f7b3e012-19f0-4a9e-a773-ec7e86d57600/pic1.jpg)
二、多项选择题[1].doc
办公室后勤个人年终工作总结样本(二篇)
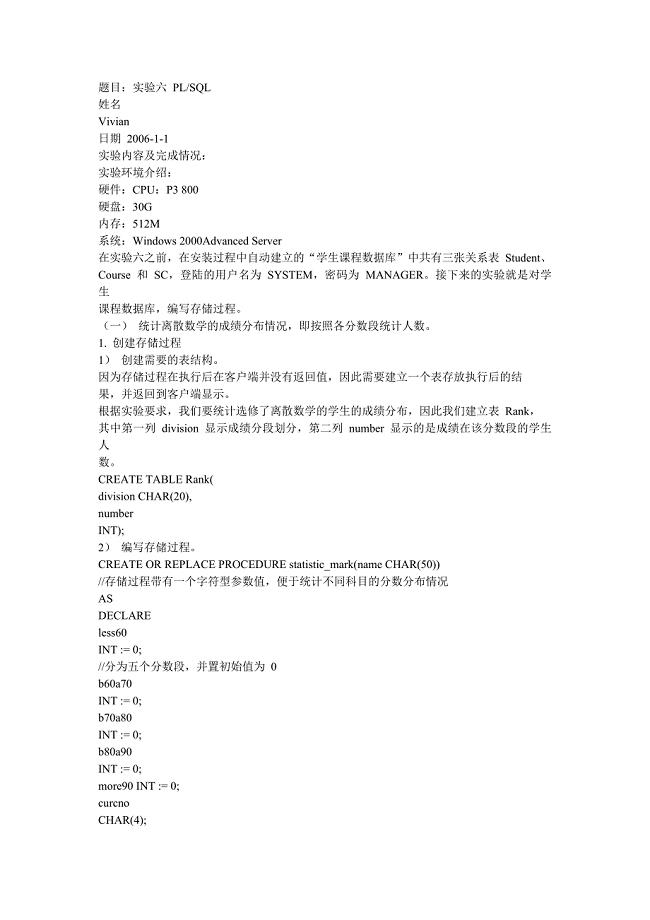
实验六:存储过程.doc
幼儿园安全总结(3篇).doc
 小学四年级音乐《我们的田野》课件配套教案.doc
小学四年级音乐《我们的田野》课件配套教案.doc
2023-09-13 4页
有几棵树教学设计.doc
2023-12-16 3页
(完整word版)高中英语阅读之推理判断题的解题技巧.doc
2023-07-16 5页
《一元一次方程》全章复习与巩固(提高)巩固练习.doc
2022-10-02 4页
导之有方读之有法.doc
2022-09-27 4页
奥巴马胜选连任演讲.doc
2023-05-11 7页
幼儿园教学周总结7篇.docx
2023-02-25 13页
中考英语词组总结计划.doc
2023-02-04 17页
关于噪音实验报告模板.docx
2022-12-24 6页
立定跳远教案.doc
2023-12-24 3页