
《焊接件检验规程》word版
13页
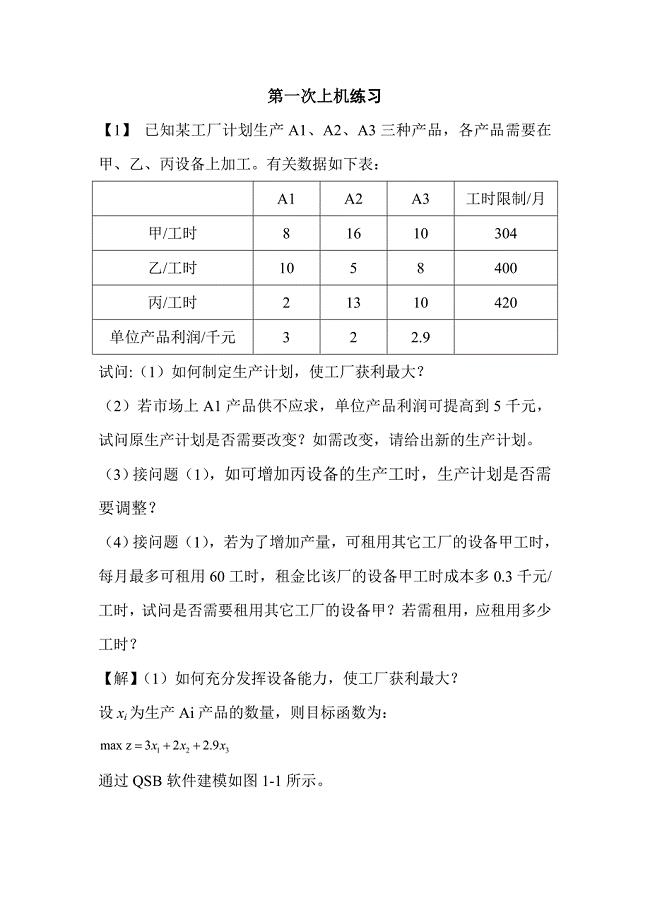
1、1 范围本规程规定公司焊接件的质量检验的类别、检验项目、检验方法、检验抽样规定及质量 的评定与对检验员的工作要求,是焊接检验人员进行质量检验的指导性文件。本规程适应于公司的所有焊接零件。2 产品检验的依据在检验工作中,确定产品制造过程的检验内容、方式和方法时必须有依据;当检测结果 出来后,评定该制造环节是否符合质量要求时,或者制订验收标准时,也需要有依据。这些依据是:(1)产品的施工图样 图样规定了产品加工制造后必须达到的材质特性、几何特性(如形状、尺寸等)以及加 工精度(如公差等)的要求。(2)技术标准 包括国家的、行业的或企业的有关标准和技术法规。在这些标准或法规中规定了产品的 质量要求和质量评定的方法。(3)产品制造的工艺文件 如工艺规程等,在这些文件中根据工艺特点提出必须满足的工艺要求。(4)订货合同 在订货合同中有时对产品提出附加要求,作为图样和技术文件的补充规定,同样是制造 和验收的依据。3焊接检验方法分类:类别特点内容破坏性检验检验过程中必须破 坏被检的对象结构力学性能检验包括:拉伸、弯曲、冲击、硬度、疲劳、韧度等试验化学分析与试验化学成份分析;晶间腐蚀试验;铁素体含量测
2、定金相与断口的分析试验宏观组织分析;微观组织分析;断口检验与分析非破坏性检验检验过程中不破坏 被检对象的结构和 材料外观检验包括:母材、焊材、破口、焊缝 等表面质量检验,成品或半成品 的外观几何形状和尺寸的检验强度试验水压强度试验、气缸强度试验致密性试验气密性试验、吹气试验、载水试 验、水冲试验、沉水试验、煤油 试验、渗透试验、氮检试验无损检测试验射线探伤;超声波探伤;磁粉探伤;渗透探伤;涡流探伤工艺性检验在产品制造过程中 为了保证工艺的正 确性而进行的检验材料焊接性试验:焊接工艺评定试验;焊接电源检查; 工艺装备检验;辅机及工具检验;结构的装配质量检验; 焊接工艺参数检验;预热、后热及焊后热处理检验4 焊接缺欠及其分类:焊接结构在制作过程中受各种因素影响,生产出每一件产品都不可能完美无缺 不可避免地产生焊接缺欠,它的存在不同程度上影响到产品的质量和安全使用 焊接检验目的之一就是运用上述各种检验方法把焊件上产生的各种缺欠检查出 来,并按有关标准对它进行评定,以决定对缺欠的处理。1.焊接缺欠与焊接缺陷 缺欠与缺陷本无原则区别,均表征产品不完整或有缺损。但对于焊接结构而言, 基于合于使用准
3、则,有必要对缺欠和缺陷赋予不同的涵义。在焊接接头中的不连续性、不均匀性以及其他不健全等的欠缺,统称焊接缺欠。 不符合焊接产品使用性能要求的焊接缺欠,称焊接缺陷。也就是说,焊接缺陷 是属于焊接缺欠中不可接受的那一种缺欠,该缺欠必须经过修补产品才能使用, 否则就是废品。判别焊接缺陷的标准是焊接缺欠的容限。国际焊接学会(HW)第V委员会从 质量管理角度提出了两个质量标准QA和QB,见图1-1-1。QA是用于正常质量 管理的质量水平,它是生产厂家努力目标,必须按Qa进行管理生产。Qa也是用 户的期望标准;QB是根据合于使用准则确定出反映缺欠容限的最低的质量水平, 只要产品质量不低于QB水平,该产品即使有缺欠,也能满足使用要求,不必返 修就可投入使用。如果达不到QB的质量水平,则该产品所存在的缺欠只能经修 补处理后才能使用,否则报废。图表 1-1-1这样,达不到Q标准的焊接产品便是有缺欠的产品,达不到Q标准的焊接产品 AB为有焊接缺陷的产品;处于QA和Q标准之间的产品就属于虽有缺欠但可使用的 AB一般质量的产品。这里Q的质量水平便成为产品验收的最低标准。B必须指出,焊接缺陷对每一结构,甚至每一结
《《焊接件检验规程》word版》由会员夏**分享,可在线阅读,更多相关《《焊接件检验规程》word版》请在金锄头文库上搜索。

教师读书演讲稿集合5篇.doc
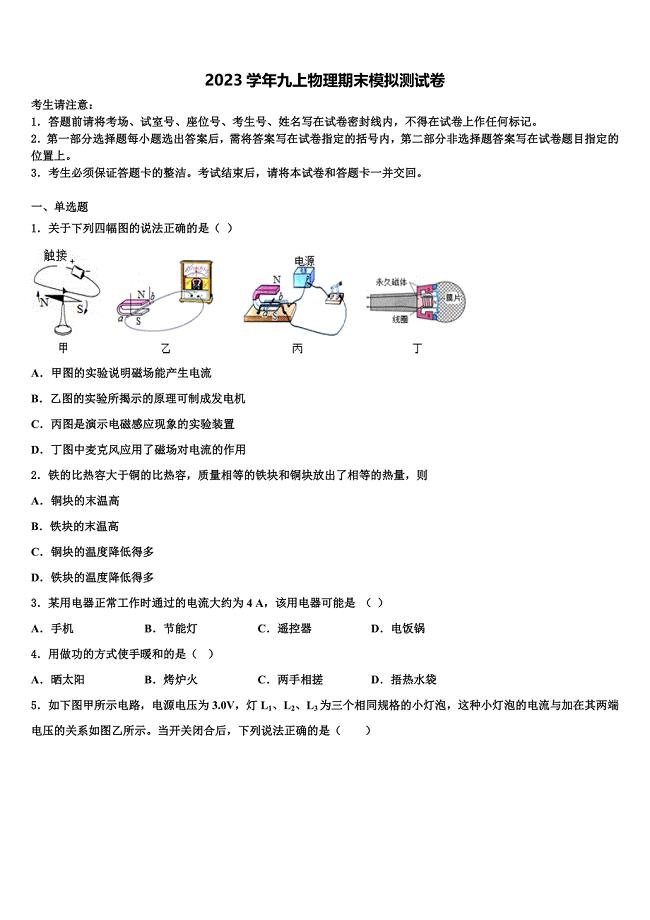
2023学年江苏省连云港市赣榆区物理九上期末质量检测试题含解析.doc
智能晾衣架控制电路设计毕业设计
小学教师个人培训总结范文四篇.docx
四年级数学上册期末测试卷附命题意图说明

某某医院火灾应急预案
人教版二年级数学下册期中试卷附答案.doc

金属锻造项目申请报告写作参考模板

整式的运算月考.doc
售票员岗位职责.doc
装修监理员工作总结.doc
建设银行网络学习系统学员手册.doc
【精品】2013年运筹学 上机第一次 课件.doc
2023年关于梦想名人事迹1000字左右(完整)
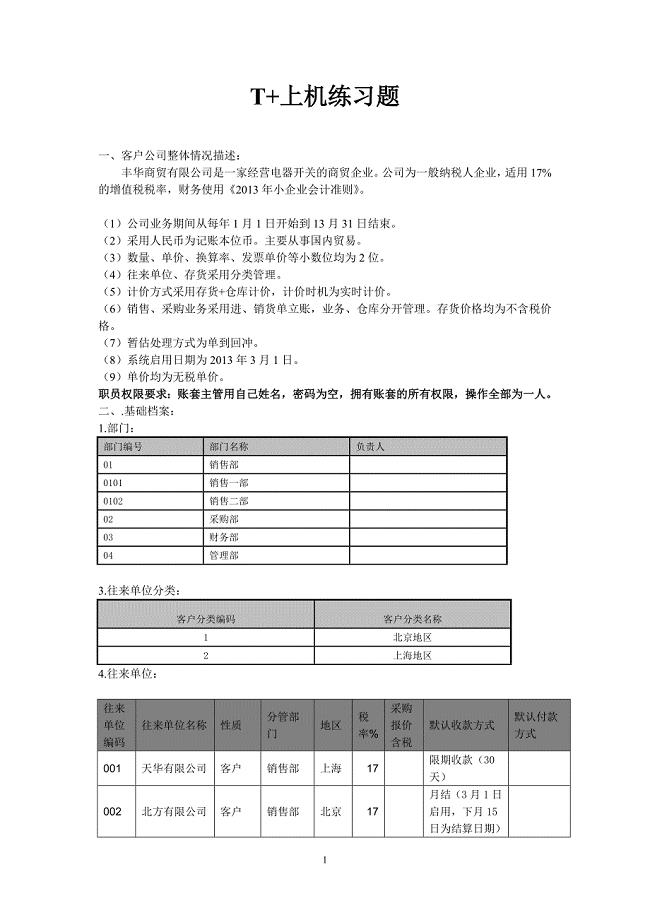
T+认证练习题(上机20130316商贸).doc
西南科技大学卓越关键工程师培养综合计划试点工作专题方案.docx
09高考我们如何避免写四不像作文.doc
13我想和你们一起玩教案及反思.docx

大嘴巴说课反思.doc
亿童音乐培训心得体会心得体会.docx
 初中一般现在时练习题及答案
初中一般现在时练习题及答案
2023-08-17 8页
带班育人方略(1)
2022-12-24 4页
自动控制原理自动称重系统
2023-02-01 7页
长春市卫生服务业发展报告
2023-06-07 10页
外派、外聘培训相关流程
2023-07-18 2页
触发器是构成时序逻辑电路的基本单元
2023-01-10 7页
复试群面(无领导小组讨论)流程安排
2023-04-12 4页
保洁区域重点作业流程
2023-03-02 9页
劳动合同主体变更合同协议书范本-最终版
2022-09-07 5页
电工技术复习提纲
2023-05-17 13页