
焊接检查细则
8页
1、三、管道焊接部分1 目的为了在壳牌(天津).5X润滑油扩建项目的工程质量检查活动时,通过质量检查和督促整改,达到规范焊接作业的专业管理行为和实体工程质量的目的,特制定本质量检查细则。 范围本检查标准适用于壳牌(天津)15X润滑油扩建项目焊接作业各施工阶段的质量大检查和专业质量检查,也适用于焊接作业的日常质量检查。各相关的责任主体均应遵守本细则.3.0 定义专业管理行为:在本检查表中是指壳牌(天津)5X润滑油扩建项目建设过程中,与工程实体形成过程直接相关的焊接作业专业方面的质量活动行为,强调对焊接作业过程质量的管理、控制行为的检查.0 焊接检查细则(见下表) / 焊接检查细则1、 专业管理行为检查项目检查内容有关要求条款依据必查或抽查1。 承包商人员资质1。1。1 焊接管理人员的配置现场配置焊接技术人员、质量检查员,要求具有中专及以上学历及二年以上的焊接生产实际经验,能具体指导、检查现场的焊接工作。B52398 2.02必查1.1 焊工资格评定1 焊工必须取得相应项目的资质证书后方可上岗;2焊工资格证在有效期范围内; 焊工必须通过天津石化公司焊工考试委员会焊工培训中心的技能考试,取得上岗
2、证后方可上岗; 焊工一次焊接合格率低于0%,上岗证将被收回。GB2368 20.。4锅炉压力容器焊工考试规则特殊工种持证管理规定必查11。3 焊接质量管理体系1组织机构; 焊接质量管理体系; 技术文件管理体系.B5236-982。0.3抽查1.2技术文件检查1。2.1 焊接工艺评定1 承包商应在工程焊接前对被焊材料按规定进行焊接工艺评定; 2当改变焊接重要因素或增加或改变补加重要因素(设计对接头有冲击性能要求)时,应重新进行焊接工艺评定。JB48000G526984.必查1。2。 焊接作业指导书(焊接工艺规程)承包商按焊接工艺评定文件编写焊接作业指导书,内容齐全(主要包括:焊接方法、焊接位置、接头形式、焊接参数等工艺要求;预热、后热、热处理等技术措施),并向焊接作业人员进行技术交底并有记录;2 现场焊接严格按焊接作业指导书施焊。0369。0.2J/T4709200。1必查2。3 焊接交工文件、记录1 焊缝施焊记录及检查、检验记录应符合相关标准的规定;2 对有无损检验要求的焊缝,竣工图上应标明焊缝编号、无损检验方法、局部无损检验焊缝的位置底片编号、热处理焊缝位置及编号、焊缝补焊位置及施焊
3、焊工代号。GB5236-91.4必查1.3焊接材料检验、管理13。1 焊接材料检验1采用的焊条、焊丝、焊剂和保护气体等焊接材料,其质量不得低于现行国家标准,并符合设计和焊接作业指导书的规定;焊接材料的质量证明文件齐全,符合要求;焊条药皮不得有受潮、脱落或明显裂纹,出厂期超过一年的焊条,应进行焊接工艺性能试验,合格后方可使用; 3 焊接用各种气体纯度符合规定,手工钨极氩弧焊宜采用铈钨极;4重要钢结构采用的焊接材料按要求进行抽样复验,复验结果应符合现行国家产品标准和设计要求。 GB0236-983.0S3501202。2GB5025-201 .3必查1.3。 焊接材料管理 施工现场焊接材料贮存场所、焊条烘干室的环境及温度、湿度应符合规定;2 焊接材料烘干时间、温度、保管、发放、回收制度符合要求并有记录. JB/223B023698。062、 焊接2.1现场焊接检查2.1.1 焊接环境1 焊接环境温度应能保证焊件焊接所需的足够温度和焊工技能不受影响; 焊条电弧焊时,风速m/s、气体保护焊时,风速2m/s、相对湿度90(铝及铝合金焊接%)、下雨或下雪等气象条件,必须采取措施,否则,不得进行焊接
《焊接检查细则》由会员博****1分享,可在线阅读,更多相关《焊接检查细则》请在金锄头文库上搜索。
学校老师短篇个人工作方案_4.docx
《乡愁》集体备课材料.doc
法律知识规定人民检察院国家赔偿工作.doc
3bunit2第三周
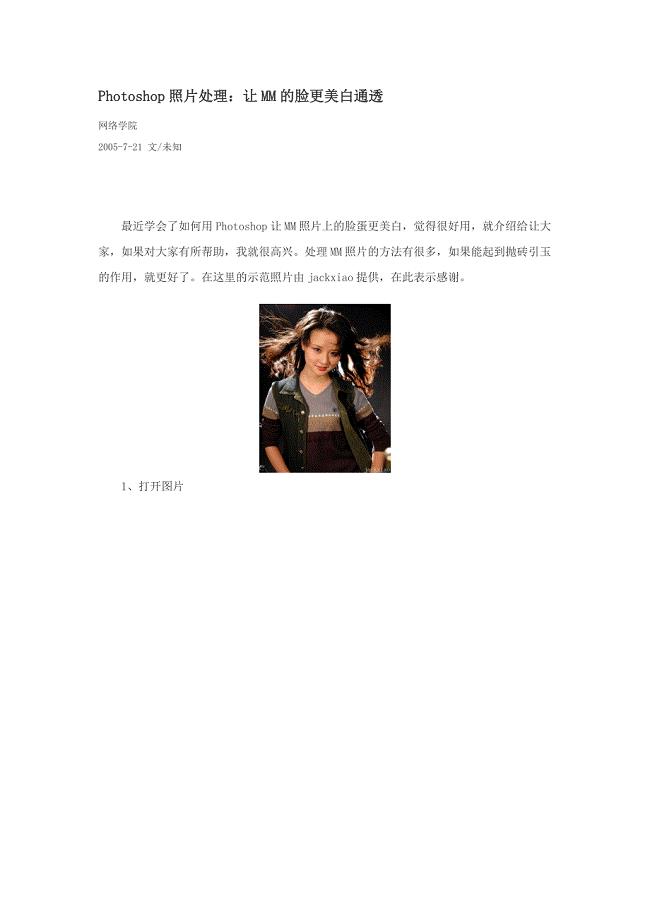
Photoshop照片处理让MM的脸更美白通透.doc
普通话考试最后一题——自由式话题(范文).doc
《时光老人与流浪汉》读后感250字2篇.docx
招投标人员岗位的职责
清明教案(通用12篇).doc
怎样提高数学学习中的计算能力.doc
小学二年级英语知识点.docx
【必备】专业实习报告锦集8篇
产业园建设项目可行性研究报告-申请建议书用可修改样本.doc
高级领带系法.docx

公路工程施工组织设计完整版.doc
铁路路基浆砌骨架护坡技术交底.doc
征文比赛活动策划书
麻醉科会诊制度范本(五篇).doc
儿童保健健康教育4
中学生文明礼仪活动方案
 监理基本表格填写范例
监理基本表格填写范例
2023-03-15 5页
南开大学21春《财务法规》离线作业一辅导答案76
2024-01-23 12页
设备试运行报告
2023-03-29 10页
bkiAAA级数求和常用方法
2022-08-26 25页
信号与系统自学报告
2023-06-13 12页
广东商学院国民经济研究中心主任职责样本.doc
2022-12-22 42页
(最新整理)浅谈国内建筑行业EPC模式的现状及今后发展
2023-01-27 6页
消防工程师证聘用合同
2022-07-22 9页
吉林大学21春《西方经济学》离线作业一辅导答案50
2023-06-10 13页
技术人员培训资料
2023-01-03 63页