
轴承座铸造工艺设计
15页
1、轴承座铸造工艺设计李尚武摘要:在创造中华民族5 000多年文明史的历程中,铸造生产贡献巨大。砂型铸造在机械制造业中占有非常重要的地位,不受质量、尺寸、材料种类及生产批量的限制。而用于装轴瓦的部分总称壳件,其上半部称为轴承盖,下半部称为滑动轴承座。本次对滑动轴承座进行设计。滑动轴承座大多用铸铁制造,材料为HT200或ZG200ZG400,承受载荷大的采用铸钢或钢板焊接结构。广泛应用于冶金,矿山,输送系统,环保设备等。滑动轴承座在铸造过程中有严格的技术要求。本文通过对滑动轴承座的研究,得出滑动轴承座的铸造工艺。关键词:砂型铸造;技术要求;铸造工艺;铸造技术1 材料的确定灰铸铁件主要应用于可铸造壁较薄且形状复杂的铸件。灰铸铁有良好的耐磨性,液态流动性好,凝固收缩性小,抗压强度高,吸震性好,使用时有充分的强度和刚性,价格适宜。滑动轴承座主要承受压力,能够满足且适合滑动轴承座工作要求。因此,选用灰铸铁件。在灰铸铁中,常用的HT200性能良好,便于加工和铸造,故选HT200做为铸造材料2 结构工艺分析滑动轴承座主要由上盖,底座,轴瓦组成。由任务书知上方小孔过小不铸出,铸件图样如图1。滑动轴承座的中
2、心孔距地尺寸为132mm;圆通外径22mm,长24mm;支撑板厚6mm;地板高25mm。为小型铸件。主要承受径向载荷,使用简单不需要安装轴承,且轴瓦内表面不承担载荷的部分有油槽,这样润滑油可以通过油孔和油沟进入间隙,起到润滑保养作用。由于其经常处于压应力和摩擦状态,故要求能抗压和耐磨损。通过查找金属成型工艺设计比较分析得到:,故选择灰铸铁HT200作为铸件材料。请预览后下载! 图1三维形状及零件图如图2 图2请预览后下载!3 工艺方案的设计3.1铸型种类及方法确定铸件按铸型性质不同,可分为砂型铸造、特种铸造和快速成型等方法。而砂型铸造是以砂型作为造型材料,用人工或机械方法在沙箱内制造出型腔及浇筑系统的铸造方法。不受铸件质量、尺寸、材料种类及生产批量限制,原料来源广泛、价格低廉,应用最为普遍。砂型铸造中的湿型铸造比较适用于中小型铸件,对大批量机械化流水线上更为实用。滑动轴承座在工程中的应用是比较广泛常见的。滑动轴承支座内部结构简单,主要由内腔和小孔等组成,表面形状相对复杂,但无特殊表面质量要求;从尺寸上来讲,属于较小尺寸造型;由于选用了灰铸铁材料且生产批量不大,技术要求不太高,综合分析考
3、虑选用砂型铸造成型,铸型种类为湿型,采用手工分模,这样在满足要求的同时,操作灵活,工艺装备简单,成本低,生产率高,必要时易于采用机械自动化操作。3.2型芯结构及制造滑动轴承座零件有一圆柱筒,故型芯应为一圆柱体,其直径应小于40,又型芯比较简单,故采用整体式芯盒制芯的造芯的造芯方法。3.3分型面的筛选分型面选择时,应在保证铸件质量的前提下,尽量简化工艺过程,对于质量要求不高的外形复杂小批铸件来讲,更应先选择分型面,节省更多的人力物力,由于滑动轴承座分型结构明显,具有垂直分型面,可以选择以下几种:A方案.如图3-1将轴承座的一个对称面a-a作为分型面。这种分型方法思路简单,符合了最大截面原则,但是这样不利于内浇铸口引入,浇注口的选择对铸件质量有重要影响。B方案.如图3-2选择分型面b-b,此分型面平直,大部分铸型位于下沙箱,便于起模,下芯,提高铸件尺寸精度和生产效率,且只有一个分型面,便于浇铸时铸型填充,其他不合理分型方案不再一一列举,无怪乎不能满足分型原则,分型方式对铸件成型精度等影响较大方案A请预览后下载!方案B根据分型面数量尽量少,尽量平直等原则。保证铸件的质量,选择方案B。3.4铸
《轴承座铸造工艺设计》由会员枫**分享,可在线阅读,更多相关《轴承座铸造工艺设计》请在金锄头文库上搜索。

2023年阿信开讲啦演讲稿.docx
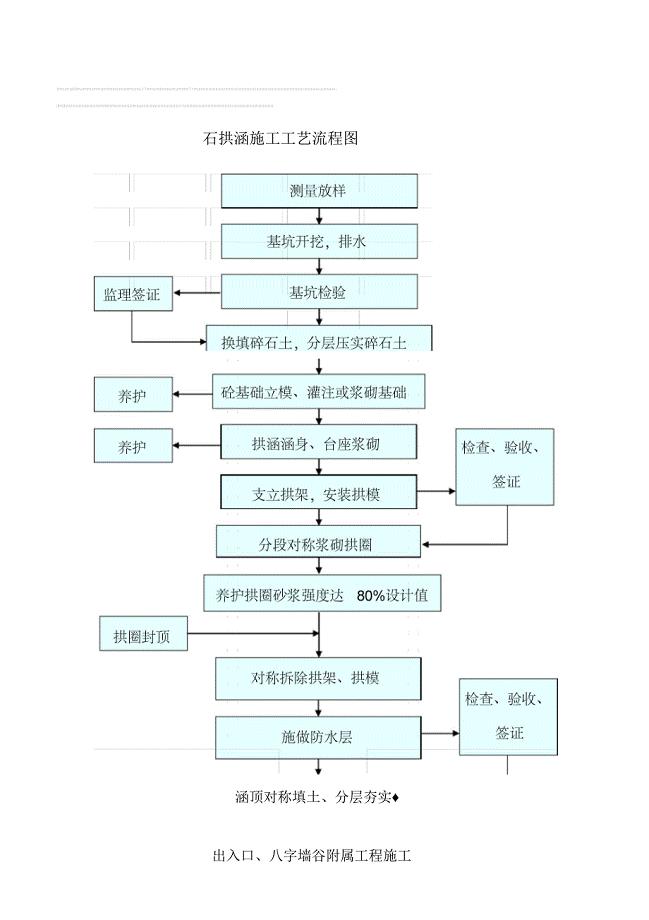
2019年石拱涵施工工艺流程图
2023家长工作计划1范文.docx
2023播音员自我介绍1范文.docx
市供水公司2023年安全生产情况汇报.docx
工厂设备租赁合同范文(四篇).doc

学校宿舍管理中心年度工作计划(二篇).doc

2018元宵节作文400字_节日作文
营建文体活动中文化体系的思索

2023环保主题演讲稿451范文.docx
2023年河北省承德市兴隆县雾灵山镇前雾灵山村社区工作人员考试模拟题及答案
配电室着火应急预案

小班科学《找种子》教案.doc

XX开展“新目标、新思路、新举措”主题宣教活动情况总结.docx

传染病消毒隔离制度标准版本(四篇).doc
精益管理标语自创精益标语
国开课网上五个任务的答案

初中七年级语文专题练习二文学常识新人教版试题
2023年农资打假护农工作办法.docx
“气血”与身体健康的关系讲解
 仪表着陆系统ILS在绵阳南郊机场的应用
仪表着陆系统ILS在绵阳南郊机场的应用
2023-12-29 23页
高考英语三轮复习冲刺模拟试题21经典实用
2022-08-04 22页
5客户投诉处理流程
2023-05-14 11页
小学五年级上学期数学期末考试必考题北师大
2023-02-08 4页
2022年G3锅炉水处理资格证考试内容及题库模拟卷62【附答案】
2023-11-09 16页
甘肃省武威市凉州区永昌镇九下第一次诊断考试数学试题及答案
2023-06-25 9页
财务会计与财务管理知识讲义全
2022-12-26 33页
2023年信号灯行业分析报告
2022-11-13 20页
高中数学人教A版浙江专版必修4讲义:第一章 1.2 1.2.1 第二课时 三角函数线 含答案
2023-08-26 10页
江西丰城养生硒谷旅游综合开发建设项目一期申请报告
2023-01-02 102页