
数控车床对刀方法gezj
3页
1、数控车床床对刀方方法一、对刀刀 对刀的的目的是是确定程程序原点点在机床床坐标系系中的位位置,对对刀点可可以设在在零件上上、夹具具上或机机床上,对对刀时应应使对刀刀点与刀刀位点重重合。 数控车车床常用用的对刀刀方法有有三种:试切对对刀、机机械对刀刀仪对刀刀(接触触式)、光光学对刀刀仪对刀刀(非接接触式),如如图 33-9 所示。 1、 试试切对刀刀1 )外外径刀的的对刀方方法 如图 3-110 所所示。 Z 向向对刀如如 (aa) 所所示。先先用外径径刀将工工件端面面 ( 基准面面 ) 车削出出来;车车削端面面后,刀刀具可以以沿 XX 方向向移动远远离工件件,但不不可 ZZ 方向向移动。 Z 轴轴对刀输输入:“ Z00 测量量”。 X 向向对刀如如 (bb) 所所示。车车削任一一外径后后,使刀刀具 ZZ 向移移动远离离工件,待待主轴停停止转动动后,测测量刚刚刚车削出出来的外外径尺寸寸。例如如,测量量值为 50.78mmm, 则 XX 轴对对刀输入入:“ X550.778 测测量 ”。 2 )内内孔刀的的对刀方方法 类似外外径刀的的对刀方方法。 Z 向向对刀内内孔车刀刀轻微接接触到己己加工
2、好好的基准准面(端端面)后后,就不不可再作作 Z 向移动动。Z 轴对刀刀输入:“ Z00 测量量 ”。 X 向向对刀任任意车削削一内孔孔直径后后,Z 向移动动刀具远远离工件件,停止止主轴转转动,然然后测量量已车削削好的内内径尺寸寸。例如如,测量量值为 45.56mmm, 则 XX 轴对对刀输入入:“ X445.556 测测量 ” 。 3 )钻钻头、中中心钻的的对刀方方法 如图 3-111 所所示。 Z 向向对刀如如 ( a )所所示。钻钻头 ( 或中中心钻 ) 轻轻微接触触到基准准面后,就就不可再再作 ZZ 向移移动。 Z 轴轴对刀输输入: “ Z00 测量量”。 X 向向对刀如如( bb )所所 示。主主轴不必必转动,以以手动方方式将钻钻头沿 X 轴轴移动到到钻孔中中心,即即看屏幕幕显示的的机械坐坐标到“ X0.0 ”为止。XX 轴对对刀输入入: “ X00 测量量 ”。 2、机械械对刀仪仪对刀 将刀具具的刀尖尖与对刀刀仪的百百分表测测头接触触,得到到两个方方向的刀刀偏量。有有的机床床具有刀刀具探测测功能,即即通过机机床上的的对刀仪仪测头测测量刀偏偏量。 3、光学学对刀仪仪对刀 将刀具具刀尖对对准刀镜镜的十字字线中心心,以十十字线中中心为基基准,得得到各把把刀的刀刀偏量。二、 刀刀具补偿偿值的输输入和修修改 根据刀刀具的实实际参数数和位置置,将刀刀尖圆弧弧半径补补偿值和和刀具几几何磨损损补偿值值输入到到与程序序对应的的存储位位置。如如试切加加工后发发现工件件尺寸不不符合要要求时,可可根据零零件实测测尺寸进进行刀偏偏量的修修改。例例如测得得工件外外圆尺寸寸偏大 0.55mm ,可在在刀偏量量修改状状态下,将将该刀具具的 XX 方向向刀偏量量改小 0.225mmm。
《数控车床对刀方法gezj》由会员枫**分享,可在线阅读,更多相关《数控车床对刀方法gezj》请在金锄头文库上搜索。
2023年高生德育评语.docx
2023年区国税局票证管理中心先进性事迹材料用.docx
机械设备润滑管理制度.doc

一套比较完整的软件测试人员面试题
![分管安全领导安全生产管理职责[合集5篇].docx](https://union.152files.goldhoe.com/2023-6/25/303d9c2e-940a-46c1-bf82-52ca1c9c7500/pic1.jpg)
分管安全领导安全生产管理职责[合集5篇].docx
乡镇卫生院2021年工作总结及2022年工作计划范文
物理实验室工作开展情况报告
白车身质量检验控制标准
2023年协管员个人平度总结.docx
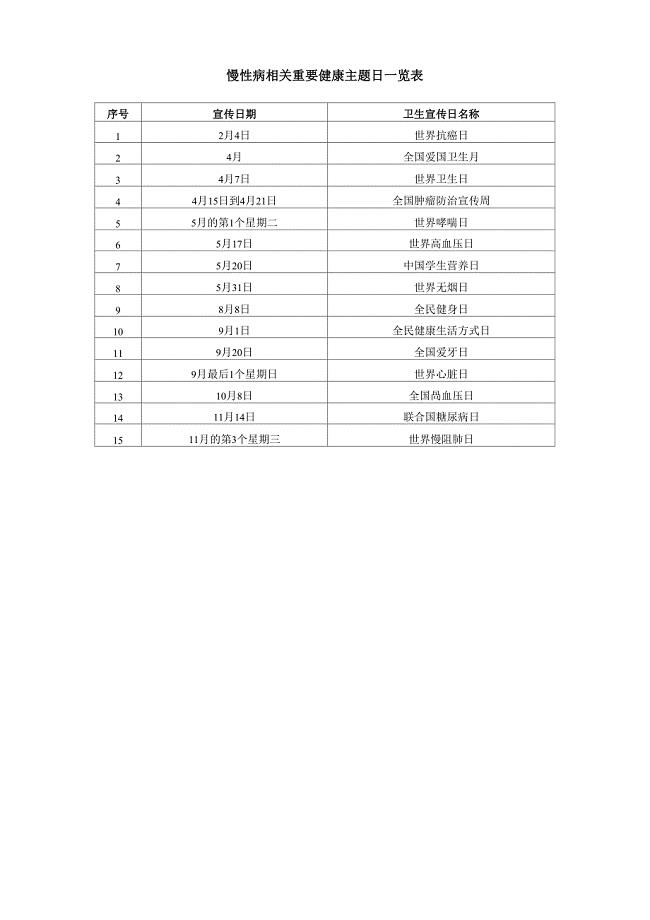
慢性病相关重要健康主题日一览表
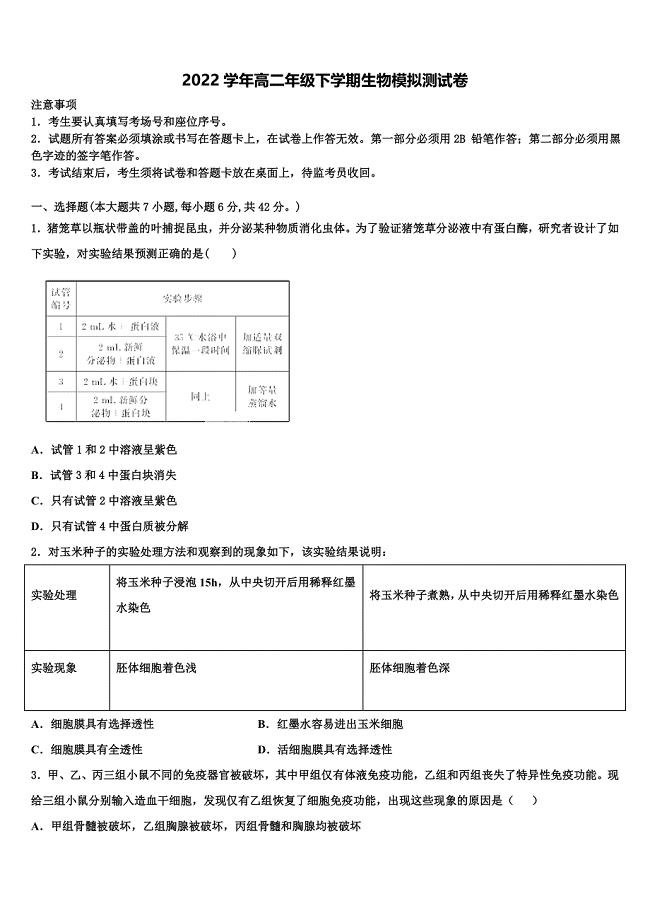
2022学年江苏省盐城市景山中学生物高二第二学期期末达标检测试题(含解析).doc
2023年小学工作总结5范文.docx

2023年临时工聘用合同协议书.docx
2023年建筑行业凤凰城项目营销策划书4.docx
建筑设备承揽合同.doc
小班教育随笔“洗手”
案说计算机软件保护条例
2023年初中体育教师终总结3范文.docx
妈妈我爱您作文2

市农业种苗产业发展意见.docx
 管线探测技术交底
管线探测技术交底
2023-05-13 5页
高职高专大学英语信息化教学设计稿
2022-09-02 7页
产品买卖合同
2023-01-04 4页
临床医学专业学科发展规划
2023-03-30 13页
工程监理工作总结
2023-12-04 13页
老河口市李河学家长学校教师、家长学员参加培训教学(活动)考勤制度
2023-06-04 1页
公司资金收支及账户管理制度
2022-09-18 3页
“00后”高职新生思想行为特点与引导对策探索
2023-10-18 4页
基金会设立登记法律程序
2023-07-31 2页
高等数学下册复习题模拟试卷和答案
2024-02-10 11页
思想政治一轮复习笔记南充市医疗保险跟踪服务申请表2017年规范汉字听写比赛试卷龙潭古隧道总报告(样板)唐伯虎介绍及作品赏析ppt变压器冷却器带电水冲洗标准化作业反搏原理、临床适应症、禁忌症.高考总复习地理练习:高考热考图表系列 (十五)人口统计图的判读 Word含解析.doc高考总复习地理练习:高考热考图表系列 (九)等温线图的判读 Word含解析高考总复习地理练习:高考热考图表系列 (八)锋面气旋图的判读 Word含解析高考总复习地理练习:高考热考图表系列 (十三)地质剖面图的判读 Word含解析高考总复习地理练习:高考热考图表系列 (六)等压线图的判读 Word含解析