
09MnNiDR制低温压力容器技术条件
14页
1、09MnNiDR制低温压力容器技术条件技术标准T/ES 14 1019-2014 09MnNiDR制低温压力容器技术条件2014-04-01 发布2014-04-01 实施中 石 化 宁 波 工 程 有 限 公 司09MnNiDR制低温压力容器技术条件专业技术标准T/ES 14 1019-2014 替代T/ES 14 0009-2006第1页共 8 页中石化宁波工程有限公司 实施日期:2014-04-01目 次前言 (2)1 总则 (3)2 规范性引用文件 (3)3 材料 (4)4 制造、检验与验收 (6)5 铭牌 (8)T/ES 14 1019-2014 第 2 页 共 8 页前 言09MnNiDR制低温压力容器技术条件根据中石化宁波工程公司2014年度标准制修订计划,由设备室修订而成。本标准共分5章,主要内容包括:总则、规范性引用文件、材料、制造检验及验收、铭牌要求。本次修订的主要技术内容是:1. 增加规范性引用文件内容;2. 更新引用标准;3. 取消附录A;4. 修改了材料进行复验的相关要求;5. 提高熔敷金属及热影响区的低温夏比冲击功值;在修订过程中,针对原标准中存在的问题,进
2、行了广泛的调查研究,总结了近几年来石油化工09MnNiDR制压力容器设计、制造的实践经验,并征求了有关单位、部门等方面的意见,对其中主要问题进行多次讨论,最后经审查定稿。本标准在实施过程中,如发现需要修改补充之处,请将意见和有关资料提供给设备室,以便今后修订时参考。本标准中的版权归中石化宁波工程有限公司(snec)所有,未经snec书面允许,不得以任何方式扩散至第三方。本标准主要起草人:张春华校核人:关桂苹审核人:高飞本标准的主要编制单位:设备室本标准的负责解释单位:设备室本标准的批准发布及归口单位:公司技术中心。本标准为2005年首次发布,2014年第2次修订。1 总则1.1 目的为了规范09MnNiDR制低温压力容器在材料、制造、检验、验收等方面的要求,实现其在工程项目中的标准化设计,特修订本技术条件。1.2 范围本技术条件规定了09MnNiDR制压力容器在材料、制造、检验及验收等方面的要求。本技术条件适用于采用规则设计,设计温度不低于-70的09MnNiDR制低温压力容器,也适用于管壳程两侧或任一侧设计温度不低于-70的09MnNiDR制换热器。本技术条件未规定的要求,按相应的标
3、准或技术条件执行。2 规范性引用文件下列文件对于本技术条件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本规范。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本规定。当下述文件之间及下述文件与本技术条件的要求发生矛盾时,原则上应按严者的要求执行或以书面形式向我公司提出,由我公司负责解释或提出处理意见。GB 150-2011 压力容器GB 151 管壳式换热器GB 713 锅炉和压力容器用钢板GB 3531 低温压力容器用低合金钢钢板GB/T 229 金属材料夏比摆锤冲击试验方法GB/T 1591 低合金高强度结构钢GB/T 3077 合金结构钢结构钢NB/T 47009 低温承压设备用低合金钢锻件NB/T 47014 承压设备焊接工艺评定NB/T 47015 压力容器焊接规程NB/T 47016 承压设备产品焊接试件的力学性能检验NB/T 47018 承压设备用焊接材料订货技术条件NB/T 47019 锅炉、换热器用管订货技术条件HG/T 20584 钢制化工容器制造技术要求HG/T 20585 钢制低温压力容器技术规定JB/T 4730 承压设备无损检测
4、TSG R0004-2009 固定式压力容器安全技术监察规程3 材料3.1 容器的受压元件材料应符合以下规定和要求:3.1.1 板材:a)09MnNiDR除按本技术条件外,还应符合GB3531的规定。b)钢板厚度大于20mm时,应按JB/T4730.3逐张进行超声检测,质量等级应不低于级。c)钢板厚度为12mm20mm时,应进行超声检测抽查,每批抽检20(最少一张),质量等级应不低于级。d)钢板厚度大于60mm的09MnNiDR钢板,应逐热处理张进行拉伸和低温夏比冲击试验,冲击试样的轴线应位于钢板厚度1/2处。3.1.2 锻件应符合NB/T47009的规定,锻件级别按图样规定。3.1.3 钢管:a) 09MnD、09MnNiD钢管应符合GB150.2附录A的规定。b) 09MnD、09MnNiD钢管使用状态为正火,正火不允许用终轧温度符合正火温度的热轧来代替。钢管应是氧气转炉或电炉冶炼的镇静钢,采用炉外精炼工艺。c) 09MnD、09MnNiD钢管应逐根进行水压试验和涡流探伤检查。d)换热管用09MnD、09MnNiD管材除应符合以上a)c)条外,还应符合NB/T47019的规定。3.
《09MnNiDR制低温压力容器技术条件》由会员大米分享,可在线阅读,更多相关《09MnNiDR制低温压力容器技术条件》请在金锄头文库上搜索。
2023年安全月活动小结新编.docx

2023年求职自我介绍「6篇」.docx
宁武事业单位招聘考试2010-2021历年《公共基础知识》(综合应用能力)真题汇总【含答案带详解】第五期
食品行业科技进步优秀企业推荐事迹材料
吴敬梓的儒林外史有感范文
初二生物细心锻练习题
中学党支部工作总结报告优秀范文.doc
汉中远程智能管控系统设计项目招商引资方案【模板】
乡村少年宫辅导员管理制度.doc
精馏装置项目创业计划书写作模板
做学生的榜样(中心校班级管理经验交流发言稿).doc
国庆节爱国主题演讲稿.docx
九九重阳节活动方案
2023年骨科护士实习心得体会范文5篇.docx
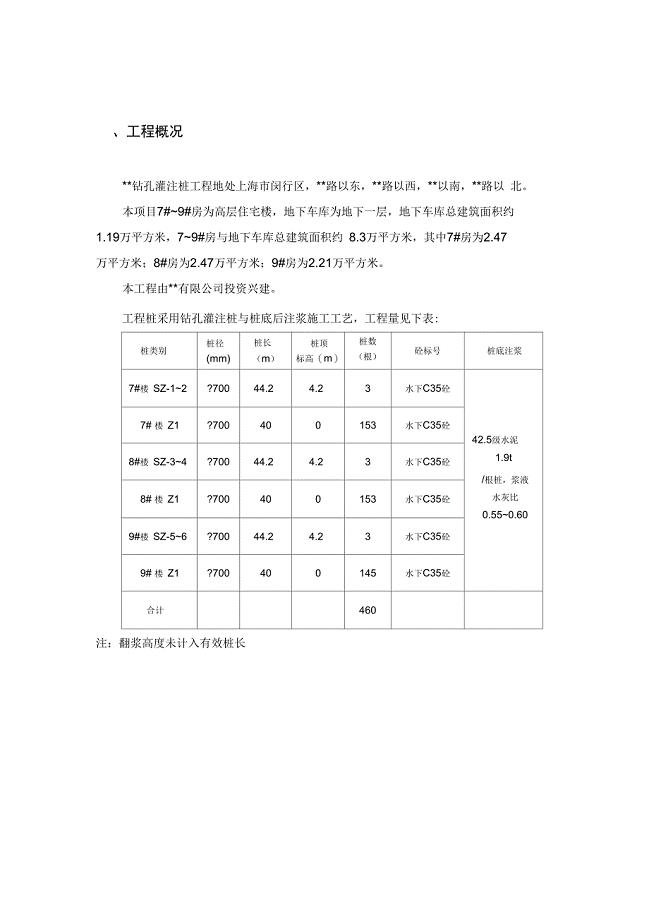
钻孔灌注桩及后注浆施工方案
先进单位申报材料范文4篇.docx
计划生育政务公开5

2023年人防办法治创建工作计划2篇.DOCX
高中化学第2章化学反应的方向限度与速率第4节化学反应条件的优化工业合成氨学案鲁科版选修4
学生会纪检部工作总结范本.docx
 健身房岗位职责及工作流程(全)
健身房岗位职责及工作流程(全)
2023-12-12 36页
冶金工贸企业安全生产标准化自评报告(13要素)
2023-05-04 85页
美容院目录.doc
2023-01-18 62页
理发店合作协议范文.doc
2024-01-04 8页
《传染病》观后感
2023-05-30 2页
广播电视问政类节目特点分析(word版)
2023-05-20 6页
起重机械操作21个安全要点
2023-12-23 5页
招商代理及运营管理服务合同
2023-10-15 10页
2016年全国高考文科数学试题及答案-全国卷2.doc
2023-02-14 13页
神经系统常见综合征
2024-02-09 10页