
SKC30-16数控压力机冲压作业指导书SBYW41-2010
7页
1、泰兴市森博苑环境控制有限公司SKC30-16数控压力机作业指导书SBYW41-2010一、熟悉NC(数字控制)键盘区: (请对照机器实物参阅)1编制: 审核:1)加工显示键:反映各轴的加工状态2)返回键:返回到上一级菜单3)软键:不同屏幕状态下,操作对应的软键4)删除/退格键:编辑程序时,消除字符5)报警应答键:报警时,消除部分低级报警6)选择/转换键:设定参数时,选择或转换参数7)光标向上键/上档:向上翻页键8)菜单扩展键:进入同一级的其它菜单画面9)区域转换键:直接进入主画面10)垂直菜单键:特殊画面,垂直显示菜单选项11)光标向右键12)光标向下键/上档:向下翻页键13)回车/输入键:确认所输入的参数或者换行14)空格键:编程时,插入空格15)光标向左键16)字符键:字符输入,上档键可转换对应字符17)上档键:使该数字/字符的左上角字符生效18)数字键:用于数字输入二、熟悉MPC(主控制面板)机床控制面板区域:1)POK(绿灯):电源上电。灯亮表示电源正常供电2)ERR(红灯):系统故障。灯亮表示数控机床出现故障3)DIA(黄灯):诊断。该灯显示不同的诊断状态,正常状态时闪烁频率
2、为1:14)急停开关5)K1冲压锁定 K2上死点 K3驱动使能 K4手动润滑K5精定位销入 K6精定位销出K8再定位松 K9再定位紧K10工作灯 K12高低速切换运行方式键6)增量选择键:在JOG方式(手动运行方式)下,按此键可以进行增量方式的选择,范围为:1,10,100,1000 (请对照机器实物参阅)7)点动方式键:按此键切换到手动方式8)参考点方式键:在此方式下运行回参考点9)自动方式键:按此键切换到自动方式,按照加工程序自动运行10)单段方式键:自动方式下复位后,可以按此键设定单段方式,程序按单段运行11)MDA方式键:在此方式下手动编写程序,然后自动运行主轴键12)主轴正转键:按此键,主轴正向旋转13)主轴停止键:按此键,主轴停止转动点动键14)X轴点动正向键:在手动方式下按此键,X轴在正方向点动15)X轴点动负向键:在手动方式下按此键,X轴在负方向点动16)Z轴点动正向键:在手动方式下按此键,Z轴在正方向点动17)Z轴点动负向键:在手动方式下按此键,Z轴在负方向点动18)Y轴点动正向键:在手动方式下按此键,Y轴在正方向点动19)Y轴点动负向键:在手动方式下按此键,Y轴在负
3、方向点动20)快速运行叠加键:在手动方式下,同时按此键和一个坐标轴点动,坐标轴按照快速进给速度点动21)进给轴倍率增加键:倍率大于100%时LED灯亮;达到120%时(最大)LED闪烁22)主轴倍率增加键:主轴倍率大于100%时LED灯亮;达到120%时(最大)LED闪烁23)进给轴倍率100%键:按此键大于MD1451013所设定的时间值(缺省值为1.5秒)时,进给轴倍率直接变为100%24)主轴倍率100%键:按此键大于MD1451013所设定的时间值(缺省值为1.5秒)时,进给倍率直接变为100%25)进给轴倍率减少键:按此键大于MD1451012所设定的时间值(缺省值为1.5秒)时,进给轴倍率直接变为0%。进给轴倍率在0%100%时进给轴倍率减少键LED亮,降为0%时(最小)LED闪烁26)主轴倍率减少键:按此键大于MD1451012所设定的时间值(缺省值为1.5秒)时,主轴倍率直接变为50%。主轴倍率在50%100%时主轴倍率减少键LED亮,降为50%时(最小)闪烁启动/停止键27)复位键:按此键,系统复位,当前程序中断执行28)程序停止键:按此键,当前执行的程序中断执行,系
《SKC30-16数控压力机冲压作业指导书SBYW41-2010》由会员M****1分享,可在线阅读,更多相关《SKC30-16数控压力机冲压作业指导书SBYW41-2010》请在金锄头文库上搜索。
九年级化学下册6.2溶液组成的表示第一课时学案无答案新版沪教版
大连理工大学21秋《数字电路与系统》在线作业一答案参考79
2022护士资格证试题(难点和易错点剖析)附答案40
个人观看变形金刚心得体会.doc
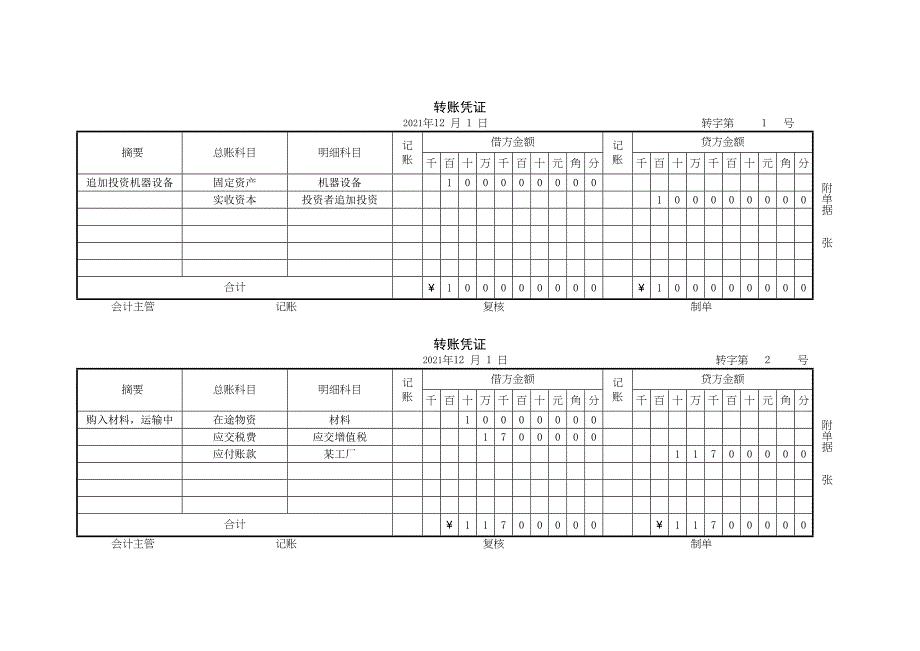
转账凭证(电子版)
![[以美好为话题的作文500字左右]美好为话题作文600字.docx](https://union.152files.goldhoe.com/2023-5/12/6dcebc50-0209-42f3-81f1-bdf6f434db59/pic1.jpg)
[以美好为话题的作文500字左右]美好为话题作文600字.docx
大学社团乒乓球活动总结.doc
道路运输安全生产管理制度
用分立元件设计制作功率放大器
2022年大学化工与制药专业《大学物理(下册)》开学考试试题B卷.doc

SUV的传动系设计说明书.doc
电梯自检自查报告
【三维设计】2013-2014年高考生物一轮复习-课时跟踪检测(十九)基因的表达-新人教版必修2-.doc
2022全面开启版权强国建设新征程活动总结5篇.docx

工程施工中常见偷工减料的问题.doc
三八感恩母亲演讲稿2021.docx
小学生植树节演讲稿(集锦15篇).doc
中国物流业中长期发展战略思路
推销员个人工作总结
直动尖顶从动件盘型凸轮机构有限元分析
 一年级下学期传统文化教学计划教案
一年级下学期传统文化教学计划教案
2022-09-01 25页
试验室安全标示牌
2023-09-25 3页
华师大四附中第6期
2022-08-04 1页
高考真题:地理海南卷试卷Word版含答案
2023-06-01 8页
第8讲.阅读理解之观点态度题
2023-11-23 15页
中班上学期体格锻炼工作总结
2023-01-11 2页
金融战争与美元霸权
2023-08-28 7页
大理关于成立食品加工机公司可行性报告(DOC 84页)
2022-11-05 84页
【详细答案版】初一数学上册《第4章达标检测卷》(冀教版适用)
2023-06-17 8页
市政工程综合管网及道路施工组织设计
2023-11-24 110页
初级经济师《农业经济》考前(难点+易错点剖析)押密卷附答案912023年湖南省邵阳市新宁县金石镇新宁县水冲园艺场社区工作人员考试模拟试题及答案2023年山东省潍坊市临朐县冶源街道迟家庄村社区工作人员考试模拟题及答案一级消防工程师《消防安全技术综合能力》真题考试模拟卷含答案75东北农业大学21秋《动物营养与饲料学》在线作业一答案参考152021年11月云南省大理州两级人民法院2021年公开招考43名聘用制书记员模拟卷2023年四川省广安市广安区龙台镇青松村社区工作人员考试模拟题及答案大连理工大学21秋《起重机金属结构》在线作业一答案参考75东北大学22春《安全原理》离线作业二及答案参考482023年云南省昭通市大关县翠华镇辕门社区工作人员考试模拟题含答案东北农业大学21秋《中级会计实务》平时作业二参考答案55南开大学22春《税收理论与实务》离线作业二及答案参考37