
电子产品装配工艺设计规范方案
12页
1、 .wd.电子产品总装工艺标准整机装配就是将机柜、设备、组件以及零、部件按预定的设计要求装配在机箱、车厢、平台,再用导线将它们之间进展电气连接,它是电子产品生产中一个重要的工艺过程。1 整机装配的顺序和 基本要求图1 整机构造树状图1.1整机装配的 基本顺序电子设备的整机装配有多道工序,这些工序的完成顺序是否合理,直接影响到设备的装配质量、生产效率和操作者的劳动强度。电子设备整机装配的 基本顺序是:先轻后重、先小后大、先铆后装、先装后焊、先里后外、先平后高,上道工序不得影响下道工序。1.2整机装配的 基本要求电子设备的整机装配是把半成品装配成合格产品的过程。对整机装配的 基本要求如下:1整机装配前,对组成整机的有关零部件或组件必须经过调试、检验,不合格的零部件或组件不允许投入生产线。检验合格的装配件必须保持清洁。2装配时要根据整机的构造情况,应用合理的安装工艺,用经济、高效、先进的装配技术,使产品到达预期的效果,满足产品在功能、技术指标和经济指标等方面的要求。3严格遵循整机装配的顺序要求,注意前后工序的衔接。4装配过程中,不得损伤元器件和零部件,防止碰伤机壳、元器件和零部件的外表涂敷层
2、,不得破坏整机的绝缘性。保证安装件的方向、位置、极性的正确,保证产品的电性能稳定,并有足够的机械强度和稳定度。5小型机大批量生产的产品,其整机装配在流水线上按工位进展。每个工位除按工艺要求操作外,要求工位的操作人员熟悉安装要求和熟练掌握安装技术,保证产品的安装质量,严格执行自检、互检与专职调试检查的“三检原则。装配中每一个阶段的工作完成后都应进展检查,分段把好质量关,从而提高产品的一次通过率。2 整机装配中的流水线2.1流水线与流水节拍装配流水线就是把一部整机的装连、调试等工作划分成假设干简单操作,每一个装配工人完成指定操作。在划分时要注意到每人操作所用的时间应相等,这个时间称为流水的节拍。装配的设备在流水线上移动的方式有好多种。有的是把装配的底座放在小车上,由装配工人沿轨道推进,这种方式的时间限制不很严格。有的是利用传送带来运送设备,装配工人把设备从传送带上取下,按规定完成装连后再放到传送带上,进展下一个操作。由于传送带是连续运转的,所以这种方式的时间限制很严格。传送带的运动有两种方式,一种是间歇运动即定时运动,另一种是连续均匀运动。每个装配工人的操作必须严格按照所规定的时间拍节进展
3、。完成一部整机所需的操作和工位工序的划分,要根据设备的复杂程度、日产量或班产量来确定。2.2流水线的工作方式目前,电视机、收录机的生产,大都有整机装配流水线和印制电路板插焊流水线。其流水节拍的形式,分自由节拍形式和强制节拍形式两种。下面以印制电路板插焊流水线为例加以阐述。1自由节拍形式自由节拍形式分手工操作和半自动化操作两种类型。手工操作时,装配工人按规定插件,剪掉多余的引线,然后在流水线上传递。半自动化操作时,生产线上配备着具有铲头功能的插件台,每个装配工人独用一台。整块线路板上元件的插装工作完成后,通过传送带送到波峰焊接机上。这种流水线方式的时间安排对比灵活,但生产效率低。2强制节拍形式采用强制节拍形式时,插件板在流水线上连续运行,每个操作工人必须在规定的时间内把所要求插装的元器件、零件准确无误地插到印制板上。这种方式带有一定的强制性。在选择分配每个工位的工作量时应留有适当的余地,以便既保证一定的劳动生产率,又保证产品质量。这种流水线方式的工作内容简单,动作单纯,记忆方便,可减少过失,提高工效。3整机装配的工艺流程电子产品装配的工序因设备的种类、规模不同,其构成也有所不同,但 基本
4、工序并没有什么变化。其过程大致可分为装配准备、装联、调试、检验、包装、入库或出厂等几个阶段,据此来制订出整机装配的最有效工序。一般整机装配工艺的具体操作流程如图2所示。图2 装配工艺流程图由于产品的复杂程度、设备条件、生产场地条件、生产批量、技术力量及操作工人技术水平等情况的不同,因此生产的组织形式和工序也并非一成不变的,要根据实际情况进展适当调整。例如,小批量生产可按工艺流程主要工序进展,假设大批量生产,则其装配工艺流程中的印制板装配、机座装配及线束加工等几个工序,可并列进展。在实际操作中,要根据生产人数、装配人员的技术水平等条件来编制最有利于现场指导的工序。3.1 整机装配中的接线工艺1接线工艺要求导线的作用是用于电路中的信号和电能传输,接线是否合理对整机性能影响较大。如果接线不符合工艺要求,轻则影响电路信号的传输质量,重则使整机无法正常工作,甚至会发生整机毁坏。整机装配时接线应满足以下要求:1接线要整齐、美观,在电气性能许可的条件下减小布线面积。如对低频、低增益的同向接线尽量平行靠拢,分散的接线组成整齐的线扎。2接线的放置要可靠、稳固和安全。导线的连接、插头与插座的连接要结实,连
《电子产品装配工艺设计规范方案》由会员鲁**分享,可在线阅读,更多相关《电子产品装配工艺设计规范方案》请在金锄头文库上搜索。
清华大学班组长自测题目14.doc
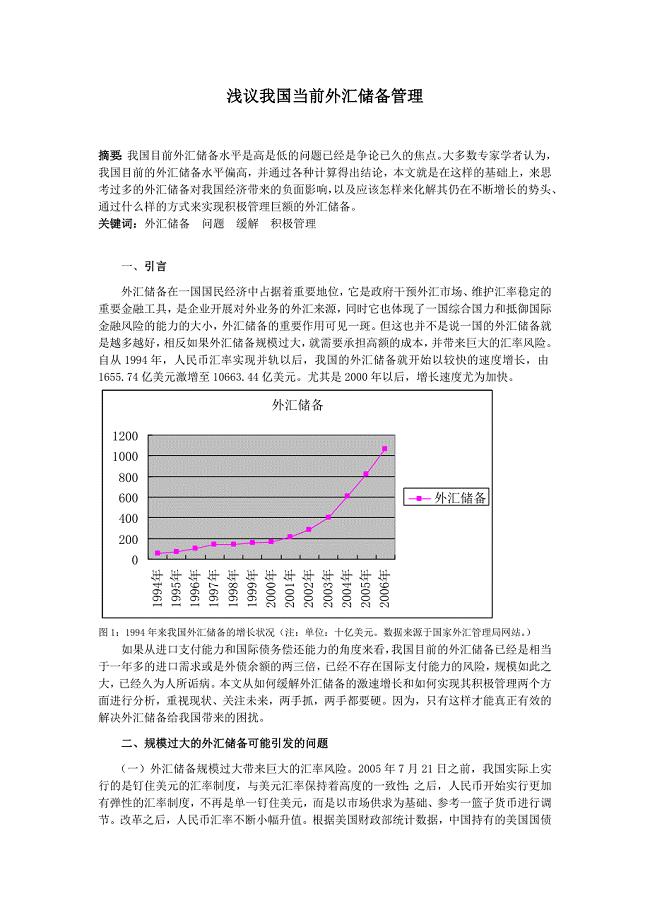
浅议我国当前外汇储备管理.doc
2021年苏教版三年级语文(下册)三单元提升练习卷及答案.doc
芦山县广福寺灾后重建项目施工组织设计.doc
脑梗塞的症状.doc
2022年心飞扬主持词范文
黑龙江省房地产买卖契约
进行整改应着力解决哪些问题?
实用新年新希望演讲稿三篇
2023年车站表扬信.docx
学期学习安排4篇
《初级西方经济学》答案
最新人教版三年级语文下册三单元考试题(完美版).doc
检察院教育培训工作总结.doc
爱党敬业诗意人生
喜迎元旦演讲稿.doc
2023年大学生社会实践心得体会196.docx
探究2农作物常量问题8
新版双方协商离婚协议书参考格式(优质7篇).docx
联想集团更换新标识案例.doc
 目标管理建设的三个阶段
目标管理建设的三个阶段
2023-09-16 3页
呼叫中心内部的团队建设
2022-10-21 14页
管道安装工程识图
2023-02-15 2页
万安县罗塘至龙脑公路建设工程
2023-04-26 44页
恶劣天气施工安全措施
2022-08-03 4页
倾听是心理咨询的一项重要谈话技术
2024-02-17 6页
工程现场会议制度
2023-03-27 6页
石材(短槽式)幕墙的施工工艺设计
2023-07-15 6页
长沙安防监控工程企业
2022-08-06 3页
消防产品生产销售流向管理系统客户端登陆答案.doc
2023-07-14 3页