
汽车制造工艺学5套精华试卷
34页
1、学院 班级姓名 学号 成绩一填空题(每空1分,共30分):1. 主轴回转作纯径向跳动及漂移时,所镗出的孔 形。2. 零件的加工质量包括 和。3. 零件光整加工的通常方法有及抛光等方法。4. 机械加工工艺规程实际上就是指规定零件机械加工工艺过程和操作方法等的5.工艺过程是指生产过程中,直接改变生产对象、及 的过程。6. 零件的 性能是评定机器零件质量的主要指标。7. 是指在正常加工条件下(采用符合标准的设备,工艺装备和标准技术等级 的工人,不延长加工时间)所能保证的加工精度。8. 轴类零件加工中常用两端 作为统一的定位基准。9. 零件的加工误差指越,加工精度就越。10. 粗加工阶段的主要任务是。11. 精加工阶段的主要任务是。12. 工艺系统的几何误差包括13. 零件的加工误差值越,加工精度就越。14. 机械产品的质量可以概括为可靠性和三个方面。15. 通过切削加工方法获得工件尺寸的方法有试切法、静调整法、主动及自 动测量控制法。二 选择题:(请将正确答案的序号填入问题的空格内)(每题2分,共10分)1. 工件采用心轴定位时,定位基准面是()人:心轴外圆柱面B:工件内圆柱面C:心轴中心线
2、D:工件外圆柱面2. 机床夹具中,用来确定工件在夹具中位置的元件是()A:定位元件B:对刀一导向元件C:夹紧元件D:连接元件3. 工件以圆柱面在短V形块上定位时,限制了工件()个自由度。A :5B:4C:3D:24. 加工大中型工件的多个孔时,应选用的机床是()A:卧式车床B:台式钻床C:立式钻床D:摇臂钻床5. 在一平板上铣通槽,除沿槽长方向的一个自由度未被限制外,其余自由度均被限制。此定位方式属于()A:完全定位B:部分定位C:欠定位D:过定位三、问答题:(共30分,每题6分)1. 钻头(麻花钻头)的结构与组成?2. 什么是基准重合的原则?3. 机床夹具的组成?4. 工件以平面为定位基准时,用那些定位元件定位?5. 机床夹具的作用?四、综合分析题(共30分,每题6分)1. 从结构工艺性考虑哪个方案较好,并说明理由?2. 图示毛坯在铸造时内孔2与外圆1有偏心。如果要求:(1)与外圆有较高同轴度的孔;(2)内孔2的加工余量均匀。请分别回答如何选择粗基准为好?13. 基本投资相近时,从经济性角度对不同工艺方案如何选择?Nk4. 图示零件的A、B、C面,及孔均已经加工。试分析加工孔时,选用
3、哪些表面定位 比较合理?为什么?6. 从结构工艺性考虑哪个方案较好,并说明理由?汽车制造工艺学试题一参考答案一、填空题1、椭圆2、加工精度、加工表面质量3、 珩磨研磨超精加工4、工艺文件5、形状尺寸相对位置性质6、几何(尺寸,形状,位置)精度、表面质量、物理机械性能7、加工经济精度8、中心孔9、小(大) 高(低)10、获得高的生产率11、使各主要表面达到图纸规定的质量要求12、加工方法的原理误差、制造和磨损所产生的机床几何误差和传动误差,调整误差、刀具、夹具和量具的制造误差、工件的安装误差13、小(大) 高(低)14、实用性经济性15、定尺寸刀具法二、选择题1A2A3D4D5B三、问答题1、 结构分为三部分:工作部分(切削部分和导向部分)柄部 颈部2、(1).装配基准与设计基准重合可以直接保证装配精度(2) .工序基准与设计基准重合,可以直接保证零件的加工精度(3) .工序基准和定位基准重合,可以避免进行复杂的尺寸换算,还可以避免产生基准 不重合误差(1) .定位元件(用以确定工件的正确位置的元件)(2) .夹紧装置(工件定位后 将工件夹紧的装置)(3) .对刀导向元件(用于确定或引导
4、刀具,能使刀具相对于机床夹具的定位元件取得正 确位置的元件)(4) .连接元件(保证夹具在机床上定位和夹紧用的元件)(5) .其他元件及装置(如分度转位装置 靠模装置等)(6) .夹具体(连接夹具各元件及装置使之成为一个整体的基础件)4、(1).支承钉(2).支承板(3).可调支承(4).自位支承(5).辅助支承5、(1)保证加工精度(2).提高生产率(3).减轻工人劳动强度(4).扩大机床的工艺范围四、综合分析题1、B结构的工艺性好,钻头切入和切出表面应与孔的轴线垂直,否则钻头易引偏,甚至折 断。2、(1)为保证与外圆有较高的同轴度的孔应与外圆表面,即1为基准加工内孔,加工后孔 壁厚薄均匀。(2) 因要求内孔2的加工余量均匀,则以内孔2自为基准加工,即可保证。3、Nk为临界年产量,当基本投资相近、产量为变值时,如果年产量NNk应采用 方案II,如果年产量NNk应采用方案I4、选A面(定位元件为支承板)、帼0h7孔(定位元件为圆柱销)、soh7 (定位元件为削边销)作为定位基准。选必0H7孔和A面可以符合基准重合原则。5、图A中孔太深,加工不方便,而图B结构中孔加工较容易。学院 班级姓
《汽车制造工艺学5套精华试卷》由会员夏**分享,可在线阅读,更多相关《汽车制造工艺学5套精华试卷》请在金锄头文库上搜索。
2014年人教版新目标英语八年级下册教学计划.doc
传统针灸之精髓.doc
2023年最新实习生工作计划(完整)
《小池》2 (2).docx
市司法局关于开展行风评议工作的情况汇报.docx
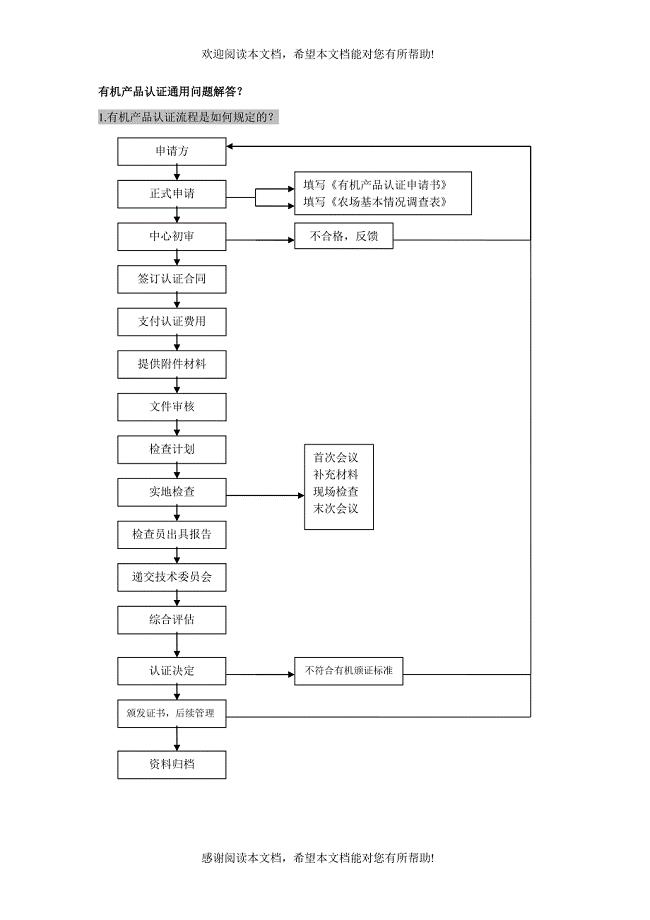
有机产品认证通用问题解答?
超市采购部个人工作总结2023年范本(二篇).doc
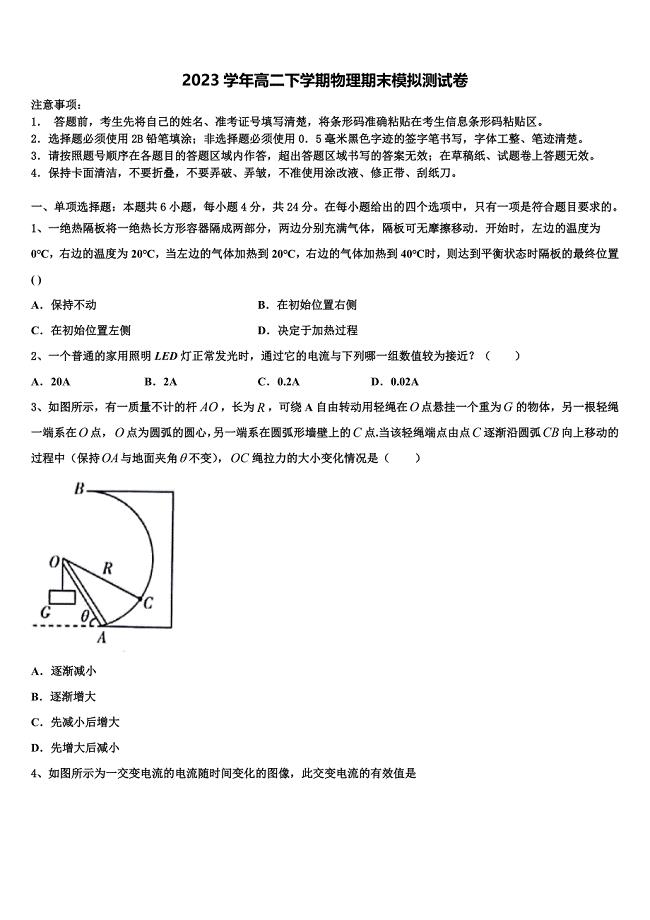
2023届广东省广州市天河中学物理高二下期末达标测试试题(含解析).doc
七年级历史知识点归纳.doc
直线与圆锥曲线的位置关系习题.doc

讲好森林故事守护绿水青山优秀作文.docx

高考语文备考-作文抢分攻略.doc
(AI)3D功能绘精致立体骰子.doc
糖尿病足溃疡和糖尿病足发病介绍.doc
册亨桔梗加工建设可行性论证报告.doc
简单房屋租赁合同格式范本(六篇)

2023年庆祝香港回归25周年征文10篇
学习雷锋钉子精神心得(三).doc
五种营销策略服务好存量客户.doc
药品批发100问
 电梯轿厢和机房安全规范
电梯轿厢和机房安全规范
2023-08-07 1页
精选祖国在我心中演讲稿模板5篇
2022-11-04 7页
人教版小学四年级英语单词表
2024-02-05 7页
新办专业的建设内容
2023-02-25 3页
表内乘法口算题
2022-08-24 5页
家长教育心得:如何合理安排孩子的暑假生活 让孩子学习娱乐两不误
2023-06-17 4页
中学生演讲稿:《触摸中华魂》
2023-03-25 5页
学生会工作报告
2023-08-06 59页
新员工拓展培训方案模板.doc
2022-10-07 8页
人教版小学一至六年级古诗
2023-01-05 19页