
工业管道安装与焊接质量控制
19页
1、工业管道安装与焊接工程质量控制第一部分 焊接工程基础知识介绍一、 常用焊接名词术语二、 焊接材料三、 焊接接头四、 焊接工艺评定五、 焊工考试六、 焊接缺陷检验第二部分 工业管道焊接工程质量控制与检查项目第三部分 工业管道安装工程质量控制与检查项目第四部分 石化工业管道工程质量验收及评定 附: 1. 监理单位在建设项目施工过程中的监理质量行为词 2. 管道质量行为 (监理单位) 3. 焊接质量行为 (监理单位) 4. 无损检测技术介绍焊接工程一般知识一、 焊接常用名词术语焊接、焊接工艺:坡口、单面坡口、双面坡口、坡口角度、坡口面角度、钝边;焊接接头、对接接对、角接接头、T形接头、搭接接头;焊缝、对接焊缝、角焊缝(凸形角焊缝、凹形角焊缝);焊缝区、熔合区、熔合线、热影响区、过热区;焊缝宽度、焊缝厚度、焊缝计算厚度、焊缝余高;焊趾、焊脚、焊脚尺寸、熔深;焊缝成形系数:单道焊缝横截面上焊缝宽度(B)与焊缝计算厚度(H)的比值(BH)碳当量:把钢中合金元素(包括碳)的含量按其作用换算成碳的含量叫碳当量。是评定钢材焊接性的参考指标。CECMnCr+Mo+VNi+Cu 6 5 15CE0.4 可焊
2、性良好CE0.40.6 一般预热CE0.6 难焊线能量:即输入热,指单位长度(Cm)的焊缝在焊接过程所吸收的能量: IU KJCm V未焊透、未熔合、气孔、夹渣、夹杂物、夹钨;焊接裂纹、热裂纹、冷裂纹、延迟裂纹、再热裂纹;咬边、焊瘤、白点、未焊满;扩散氢、残余氢;焊接应力、焊接残余应力、预热、后热、焊后热处理;无损检测、RT、UT、MT、PT、ET二、 焊接材料(一) 电焊条1、 电焊条的组成和各部分的作用焊条由焊芯和药皮组成焊芯作用:导通焊接电流,熔化后形成焊缝中的填充元素。药皮作用:A、形成气、渣联合保护,阻止空气中N、O进入焊接区,减少合金元素损失;B、稳定电弧;主要是通过添加K、Na等碱金属化合物等稳定剂,降低电离电势,以利于电子的发射。C、治金反应:主要目的脱O、H,去S、P。D、掺入合金:补充焊接过程中烧损的合金元素。2、 焊条的分类:按药皮的构成分类:钛型、钛钙型、纤维素型、氧化铁型、碱性低氢型;按溶渣的酸碱度分为:酸性焊条、碱性焊条 A、熔渣的碱度B碱性氧化物 100 酸性氧化物B1.3为碱性焊条,即碱性低氢型焊条,代号为Exx15、Exx16(J426、J427)B1
3、.3为酸性焊条B、酸性焊条和碱性焊条的特点见下表焊条种类焊接电源工艺性能抗气孔抗氢能力氧化性抗裂性塑性冲击性烘 烤温 度老型号国标牌号酸性焊条结422E4303交流直流正接 好强强较差低150碱性焊条结426结427E4316E4315直流反接 较差较差弱好高300400按焊条用途分结构钢焊条(J)、钼和铬钼耐热钢焊条(R)、不锈钢焊条(B)、低温钢焊条(D)、堆焊焊条(W)等4、 焊条的型号和牌号表示方法举例低碳钢焊条低合金高强度焊条焊接位置电流种类牌号国标牌号型号药皮类型J422E4303J502E5003钛钙型平、立仰、横交、直流J426E4316J506E5016低氢钾型交、直流J427E4315J507E5015低氢钠型直流表示方法举例:碳钢:E 4 3 0 3 (J422) 钙钛型,交、直流 表示焊条药皮类型、电流种类 全位置 焊接位置(0、1表示全位置,4表示向下) 43Kgf/mm2 熔敷金属抗拉强度最小值 表示焊条不锈钢:E O-19-1015-15(A107) 碱性、直流 药皮性质、电流种类 熔敷金属Ni含量 熔敷金属Cr含量 碳小于0.1% 熔敷金属C含量 焊条耐
《工业管道安装与焊接质量控制》由会员夏**分享,可在线阅读,更多相关《工业管道安装与焊接质量控制》请在金锄头文库上搜索。
水上水下施工作业通航安全管理规定.doc
2023年份全国自考行政管理学真题
第五册语文教学计划_2.docx
晶体三极管教案
2023培训学习心得体会范文.doc
浅析“放管服”改革方面存在的问题及建议.docx
软件销售合同.doc
2021年银行会计实习自我鉴定新编.DOC
学校师范生实习的鉴定评语
Android游戏框架AndEngine使用入门.docx
2022年04月贵州省肿瘤医院外科招聘笔试参考题库(答案解析)
小学生该不该带手机辩论赛总结陈词.docx
梁工程课程设计-钢筋混凝土简支梁桥上部结构设计
六 1班家风家训主题班会教案
2022年高三学生寒假学习计划范文
搅拌桩隐蔽工程检查验收记录

年产30万吨合成氨合成工段工艺设计

关于气体流量计检定结果的影响因素探析.docx
中学生读书的心得体会.docx
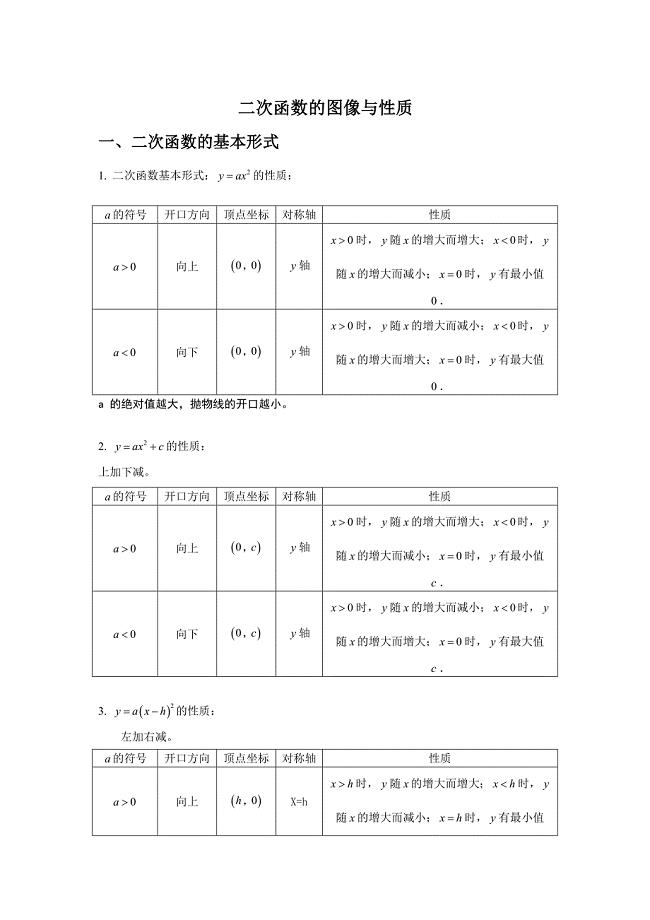
二次函数图像与性质总结含答案
 最新药物分析习题及答案
最新药物分析习题及答案
2023-10-25 46页
中国民族证券数据中心自主建设项目介绍剖析(共13页)
2022-11-27 13页
陕西某高速公路路面施工组织设计实施yg
2023-01-19 55页
会计试用期工作总结与会计转正工作总结汇编
2022-10-20 4页
北京2015年下半年房地产估价师《理论与方法》:保存估价资料模拟试题
2024-01-29 8页
超市营运绩效工作总结及计划精选
2023-07-12 12页
it工程师年终工作总结
2022-08-08 17页
按钮开关支架注射模设计
2023-08-04 27页
全国水利安全知识竞赛题库多选
2023-04-18 5页
2011年注册安全工程师资格考试《安全生产技术》全真模拟试题及答案(十四)
2023-07-24 16页
美国第二次冲突法重述电业局安全监察部主任在公司xx年春检总结防汛及迎峰度夏暨安全生产视频会议上的讲话.docx第四章 (牛羊消化器官的构造胃)下南洋纪录片观后感巧克力糖包装机机械原理课程设计.pdf机械制图习题集 第2版 工业和信息化高职高专十二五 规划教材立项项目 习题答案作者 文学红 董文杰 项目8 绘制标准件和常用件——答案工业自动化仪表建设项目投资计划书(总投资21000万元).docx新大学法语1·语法总结.doc最快乐的 nodejs中文学习手册[node.js]校园咖啡馆创业策划方案(PPT26页)九年级班会-心存敬畏-行有所止.ppt环保油项目可行性研究报告范本大纲.docx