
碾锻工艺及碾轧工艺
5页
1、辊锻工艺及楔横轧工艺专业班级:138021学生姓名:张红男学 号:13802103任课教师:耿佩设计时间:2015年 12 月航空材料工程学院一、工艺概论及特点二、所用设备目录错误!未定义书签。三、工艺过程及分类、应用四、分类过程及展望错误!未定义书签。一、工艺概念及特点概念:辊锻是回转锻造的一种,是材料在一对反向旋转模具的作用下产生塑性变 形得到所需锻件或锻坯的塑性成形工艺。它是成形轧制(纵轧)的一种特殊形式。 特点:辊锻工艺兼有锻和轧的特点,其产品精度高,表面粗糙度小,锻件质量好, 因为辊锻时的金属纤维组织连续按锻件外廓分布,未被切断,组织均匀,力学性 能好,精密辊锻后无需加工,避免了流线切断或外露的不利;辊锻连续转动,生 产效率高,设备结构简单,对厂房和地基要求低,模具寿命长,辊锻是静压过程, 金属和模具间相对滑动少,因而辊锻模寿命长 5-10 倍;所需设备吨位小,因为 辊锻过程是逐步的,连续的变形过程,变形的每一瞬间,模具只与毛坯一部分接 触,易于实现自动化,辊锻模具可用球墨铸铁或硬铸铁制造,以节省昂贵的模具 钢和减少模具机械加工量。辊锻除有上述特点外,也有其工艺局限性。概念:
2、两个带楔形模的轧辊,以相同的方向旋转,带动圆形坯料旋转,坯料在楔形型的作 用下,轧制成各种形状的台阶轴。这种横轧的变形主要为径向压缩和轴向延伸。特点:生 产效率高,通常是其它工艺的5-20倍。如果产品的几何形状不太复杂,那么使用对称模具 一次就可以加工一对工件。在实际生产中,轧辊的转速通常为10-30rpm,那么每分钟至少可 以轧制10-30个工件。材料利用率高。通常,在传统机械加工中(例如切削加工勺有40% 的材料以切屑的形式浪费掉,而在楔横轧工艺中仅有不足10%的材料浪费掉。产品质量好。 楔横轧件金属纤维流线沿产品外形连续分布,并且晶粒进一步得到细化,所以其综合机械性 能较好,产品精度也高。工作环境得到了改善。由于楔横轧轧制成形过程中无冲击,噪音小, 加之无需冷却液的使用,所以其工作环境得到了大大改善。自动化程度高。车I件从成形、 表面精整到最后成品都是由机器自动完成,所需操作人员较少。二 所用设备(1)单辊弧形板式楔横轧机:只需驱动一个轧辊,并取消了分速机构、万向接 轴和相位调整机构。(2)辊式楔横轧机:不仅有效地防止轧件歪斜使轧制过程稳定,而且产品尺寸 精度容易保证,其实辊式楔
《碾锻工艺及碾轧工艺》由会员壹****1分享,可在线阅读,更多相关《碾锻工艺及碾轧工艺》请在金锄头文库上搜索。
大学生记者站工作计划.docx
XX关于公务员违纪万能检讨书.docx
12月平安夜圣诞节活动工作总结
施工组织设计-集团建安公司生产调度楼工程施工组织设计
2017新版部编本二年级上册上学期语文期中测试卷.doc
年年终工作总结会议
内科学造血系统疾病讲稿.doc
公租房物业管理方案(共61页)
2018年春季幼儿园教师工作计划.docx
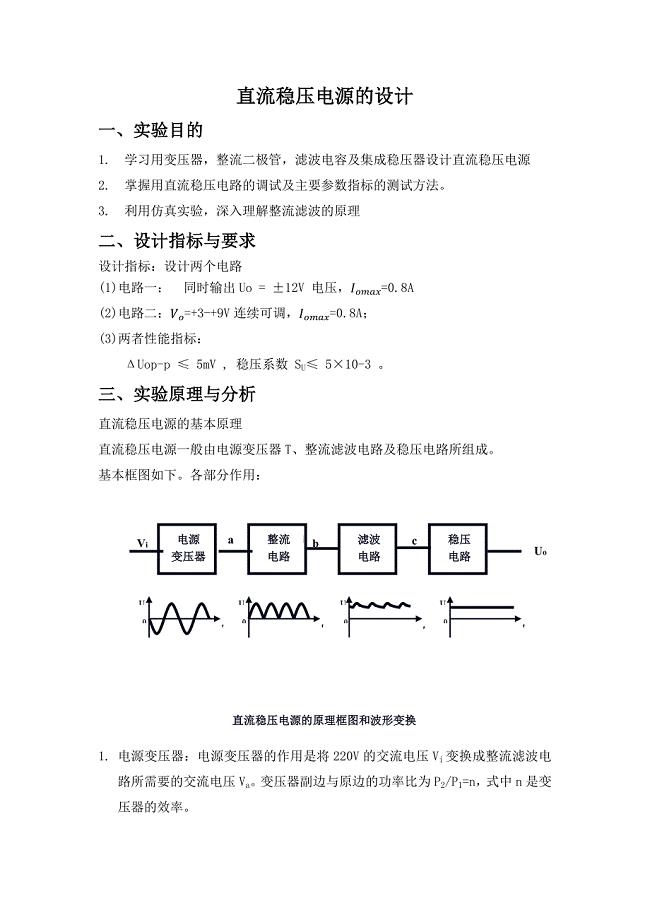
集成直流稳压电源的设计.docx
生物2人教新课件1.2知能过关演练
辽宁省沈阳二中2017届高三上学期期中考试生物试题(含答案).doc
两个维护心得体2.docx
如何处理客户的异议.doc
个人述职模板集合10篇3
中药药理学习题.doc
2019护士长竞聘演讲稿.docx
自治区科技成果转化项目申报书.docx
城管局工作总结
2023年06月广东深圳福田区机关事务管理局选用劳务派遣人员笔试题库含答案解析
 智能材料简介
智能材料简介
2023-12-25 10页
简短的毕业感言
2023-07-23 2页
高速铁路测量方案
2024-01-29 11页
干混砂浆与传统砂浆成本比较
2023-04-05 6页
公共政策资料
2023-01-22 11页
结婚登记宣誓词范文
2022-10-07 10页
2020年抗疫主题成长仪式校长致辞
2022-07-21 2页
绩效奖金管理办法
2023-09-14 23页
特种设备安全教育培训试卷2
2023-05-02 2页
生态养猪技术
2023-10-15 11页