
毕业设计(论文)开题报告-阀螺栓的机械加工设计
10页
1、毕业设计(论文)开题报告论文题目阀螺栓的机械加工设计一、选题背景和意义:联接技术的发展已经有了悠久的历史,联接技术也有了100余年的发展。在人类文明史上,联接技术的出现甚至可以和车轮的发明等量齐观。最早出现的紧固件大概是形如绳索的蔓、藤、芦苇、皮条等。至今紧固件已经发展成了一个庞大的家族。在机械制造中有:铆钉、焊接、楔、键、过盈配合件、销、螺栓、螺母等。螺栓联接是目前机械工业应用较为广泛的一种联接方式。螺栓联接一般可以获得很大的联接力,安全可靠;结构简单,安装和拆卸比较方便,可以重复使用;通过标准化可以实现大批量的生产,生产效率高而成本较低,具有互换性。尽管具有很多优点,但是由于各方面的原因,长期以来阀螺栓联接一直没有受到足够的重视。阀螺栓紧固件产品虽小,但应用非常广。在今天,很难找到一部没有螺纹联接、没有螺纹紧固件的机器。汽车、轻工等各行业都少不了螺纹紧固件。随着技术的进一步发展,机械产品朝着高速、大功率、精密、小型本身和装配技术各方面都对阀螺栓联接提出了新的要求。这些要求可以归纳为:螺栓的最佳设计的安全性能,要求其在过载的情况下,自动断裂,以保护机器的安全运转。目前螺纹联接技术可靠
2、性、零件加工的一致性、零件的清洁度已经成为制约我国水平的三大瓶颈工艺,螺纹联接技术的应用被列入国家863重点研究项目。在过去的几十年中,阀螺栓联接随着航空也汽车工业的发展而越来越被人们重视,从经济角度来看,螺钉、螺栓本省的价值很低,但他们所联接的产品却很昂贵,螺钉和螺栓失效时,损坏的不只是他们本身,而是整个产品。事实上螺纹联接的问题引起的车辆及飞机事故多有发生,如同压力容器上的螺纹联接出了毛病一样,后果不堪设想。由于联接质量不好所带来的灾难性的后果使得人们感到对各种联接方式的特殊性有必要进行深入的讨论。二、课题关键问题及难点: 对阀螺栓的加工工艺的设计来了解阀螺栓的质量和设计的合理性,使阀螺栓的性能和质量得到很好的保障。对阀螺栓成形工艺的设计和加工技术要求、工艺方案的分析,来提高阀螺栓的产品质量、工作性能,节约制造和加工成本,为企业赢得时间和效益。利用相关理论知识和参数化建模,建立三维模型和绘制CAD二维图形。结合工作生产实际,正确选择零件材料和毛坯的成形方法的设计,制定加工工艺规程(含工艺过程卡片、加工工艺卡片),进行多种加工方案的比较(含技术经济性比较)。 阀螺栓的加工方案有多种,
3、例如锻造、铸造、棒料加工等,如何选择一种技术,经济经性较好的加工方案是本论文的难点。三、文献综述(或调研报告): 结构和形状归纳为轴类的零件是机械零件中常见的典型零件之一,主要用于支承齿轮、带轮、凸轮以及连杆等传动件, 以传递扭矩。按结构形式不同, 可以分为阶梯轴、锥度心轴、光轴、空心轴、曲轴、凸轮轴、偏心轴、各种丝杠等。很多轴是由复杂的三维自由曲面组成, 几何精度要求较高, 加工技术难度大, 传统的加工方法无法满足叶片的精度要求。随着加工技术与材料技术的发展, 轴的加工工艺也有很大发展, 随基础科学与工业技术的发展而同步。1 确定工艺原则 一个轴零件可以有几种不同的加工方法, 在设计加工工艺原则中须注意以下几点: 了解用途、性能和工作条件,安装位置和作用; 找出主要的技术要求和分析关键的技术问题; 审查零件的结构工艺性;选重要表面为粗基准; 粗基准一般不得重复使用, 应尽可能选择被加工表面的设计基准为精基准; 统一基准原则, 尽可能在大多数工序中用同一个基准2 合理安排加工顺序 为了充分发挥现代加工技术优势, 建议对于复杂轴零件在一次安装中进行多工序的集中加工。用一种刀具完成零件不同
4、工序的加工。3 优化装夹方法 轴加工中传统的装夹方法为一夹一顶,这一加工方法, 对要求不高的轴没有问题, 但对于精度要求高或长径比很大的超细长轴就很难加工出合格产品。采用一夹一拉的装夹方法可以解决这一问题这种方法在生产中尺寸精度可达6级, 表面粗糙度可达1.6 以上。4 选择多种安装方式 轴类零件常见的安装方式是采用两中心孔定位装夹。一般采用三爪卡盘、四爪卡盘等通用夹具, 或各种高精度的自动定心专用夹具。 工艺分析是数控加工编程的前期T艺准备工作,无论是手工编程还是自动编程,在编程之前均需对所加工的零件进行工艺分析。全面合理的工艺分析是进行数控编程的重要依据和保证。 通常,除按常规分析诸如零件的材料、形状、尺寸、精度、表面粗糙度及毛坯形状、热处理要求外,还应根据数控编程的加工特点,关注以下要点:(1) 图样尺寸的标注与轮廓参数的确定(2) 零件结构的工艺性分析 工艺分析是数控加工的前期准备工作,且直接影响到编程质量的优劣。机械加工工艺方案, 必须体现技术先进,保证质量,经济合理,减轻工人劳动强度及安全可靠的原则。编制产品机械加工工艺的依据a.产品订货合同及技术准备计划;b.产品图样及技
《毕业设计(论文)开题报告-阀螺栓的机械加工设计》由会员cn****1分享,可在线阅读,更多相关《毕业设计(论文)开题报告-阀螺栓的机械加工设计》请在金锄头文库上搜索。

IPO尽职调查清单.doc
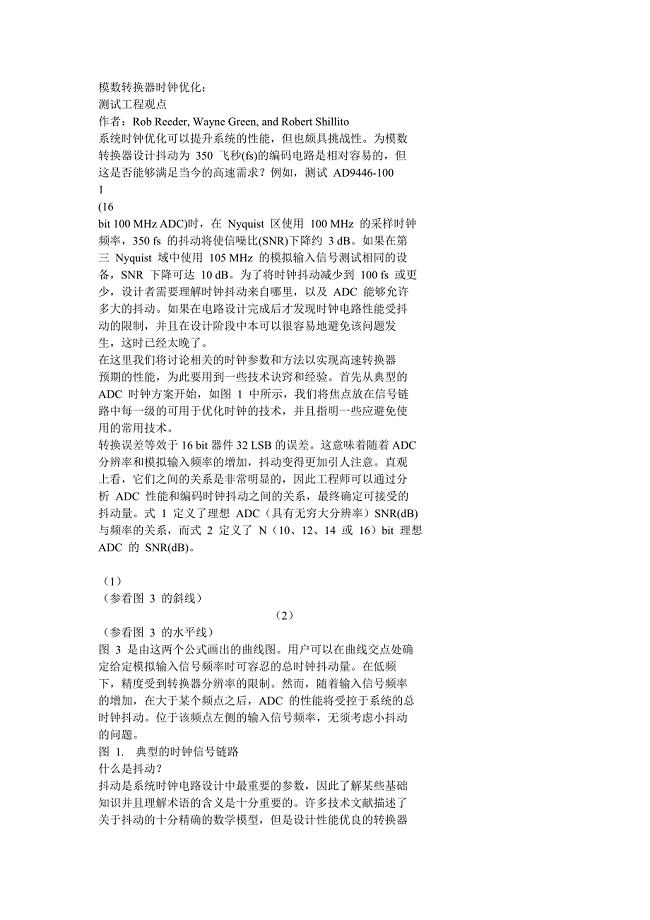
模数转换器时钟优化.doc
PDA的物流过程可视化物流管理
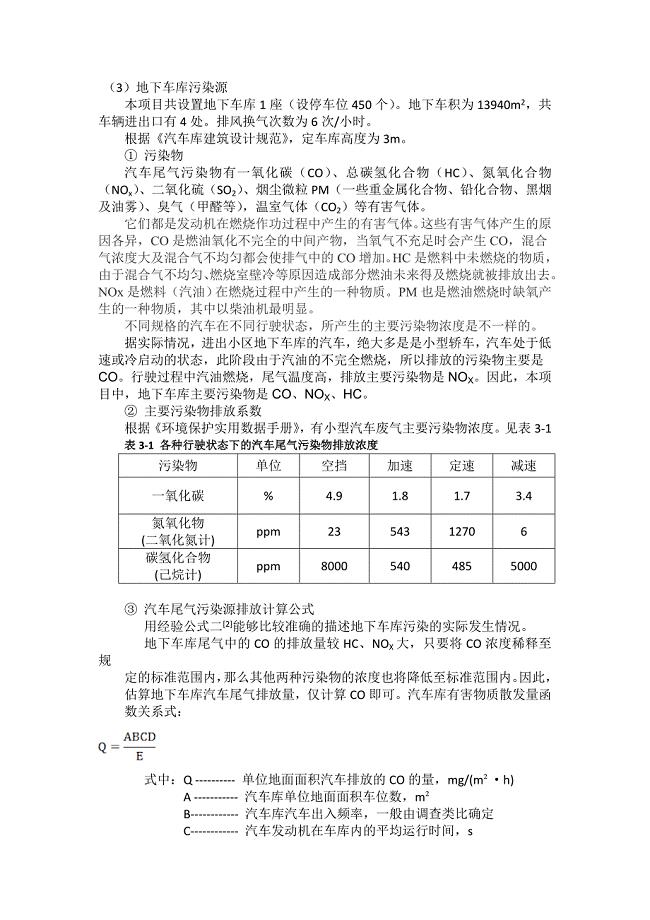
地下车库污染源.doc

钢铁行业网络知识竞赛棒材题库
2023年宾馆营销策划方案某大酒店中秋节营销策划方案.doc

小学语文说课稿范文(共6篇).doc

土木工程施工试题库-2混凝土工程.doc

《大学语文》考试大纲.doc

中班教案《快乐手指谣》含反思.doc

测试题(英语、逻辑、数学).doc

强国复兴有我主题志愿活动总结写作(二篇).doc
高中高二生物下学期期末考试卷

2022年物业公司楼长职责
如何填报高考志愿

Φ4.3×64m水泥回转窑技术参数.doc

最新部编版一年级道德与法治上册期中试卷及答案【通用】.doc

2023年建设局局长述职报告.docx

微小棱镜项目可行性研究报告模板-立项申报
玻璃钢方案模版.docx
 2020智慧树知到《基因探秘》章节测试完整答案
2020智慧树知到《基因探秘》章节测试完整答案
2022-10-18 17页
毕业设计(论文)-花生红衣脱皮机的设计(全套图纸)
2023-08-29 14页
毕业设计(论文)-长沙市岳麓区排水工程设计
2023-08-27 102页
毕业设计(论文)-花键轴加工工艺及编程(全套图纸)
2023-04-09 25页
德州市跃华学校初中部社团发展现状的调查研究
2024-01-16 19页
毕业设计论文-超声波水位检测仪的设计
2023-05-18 48页
农村集体山林承包合同协议书范本
2024-02-28 4页
毕业设计(论文)-基于Android的股票查询系统的设计与实现
2023-09-27 58页
苏教版五年级科学下册教案全集
2023-05-24 32页
气门摇杆轴支座加工工艺及铣上端面夹具设计
2023-10-05 21页