
焊接专业英语(刘松淼)02656参考翻译
12页
1、Unit one Unit twelve Part B Reading Material参考译文Unit OnePart B Reading Material Typical Sentences1、软钎焊接头的强度比硬钎焊、铆接、焊接接头的低得多。句中which is brazed , riveted or welded .是定语从句修饰a joint .2、连接金属件的方法有许多,其分类方法取决于金属的类型和所要求的焊点的强度。句中depending on the type of metal and the strength of the joint which is required 是现在分词短语作状语,起补充说明作用,短语中的which is required 是定语从句,修饰the joint 。3、把两金属连接在一起的最简单的焊接方法是压焊。4、要注意确保(焊件)表面首先完全清洁,因为污物将使焊缝的强度减弱。句中for 引出了一个原因状语从句。5、要点焊的两块板在两铜电极之间被控制,并通以大的电流。6、对接接头用于高强钢的焊接,因为对接接头比搭接更容易检测,并且应力状态更简
2、单。7、重力有助于熔池金属处于平焊位置,这个位置最便于施焊。8、极性是只能连接(直流电源)的一电极而不连另一电极的特性。9、结果是在焊接位置外给填充金属一个较大的支撑力,并且能很快获得熔敷金属,而母材不至于过热。10、一旦需要,极性可以通过移动焊机终端的电缆线的接头位置来变换。11、已经熟知高质量的焊缝应该和母材等强度。12、电弧在电极和被焊金属之间产生。13、就是集中在电弧处的焊接能源使电弧产生高温,这对焊接很有利。14、这是为什么惰性气体保护电弧焊过程提高不锈钢、铝的焊接性的原因之一。15、自动焊的焊接尺寸、焊缝长度、焊接速度、开始和结束都是由设备控制。16、由于无需焊剂或清渣、清除飞溅物,整个焊接成本大大降低。17、虽然手工切割广泛用于修补工件,但是机器火焰切割提供了较大的速度、精确性和经济性。18、借助等离子弧设备只有计算机数控切割以52-636厘米/分的速度切割出精确的轮廓。19、当材料在拉力的作用下而达到它的弹性应变极限时,开始产生塑性流变,这就叫屈服。句中it 作形式主语, when 引导的状语从句作真正的主语。20 试样以垂直于前一道工序方向进行研磨或抛光 ,这样做可以
3、更容易检验前一道工序(研磨或抛光)残留划痕的去除情况。句中It作形式宾语,动词不定式to detect the removal of marks left from previous processing作真正的宾语。Unit TwoPart B Reading material Passages1、 电容储能式SAW-DI型系列螺柱焊接设备,很多功能已达到和超过国外同类产品,可在低碳钢、不锈钢、铝、铜等金属板材上直接焊植各种螺钉,操作简单、使用方便,焊接后板材不变形。可广泛应用于汽车制造、飞机制造、船舶制造、机械制造等各行业。2、 弧焊集成管线弧焊机器人系统,其以简单的结构,即使在焊枪绕入臂内的焊接姿态下也不会导致焊枪干涉臂部。3、 CG2-150型仿形气割机是一种按型板气割出各种形状的自动仿型机器,其特点是结构紧凑、操作简单、效率高、气割表面质量好、气割精度高。对于批量生产同一形状的气割零件是十分满意的气割机。4、 大多数MIG焊焊接铝出现的问题是送丝不良造成的。由于铝材相对较软,因此平滑的焊丝表面是保证良好送丝的关键。INDALCO焊丝与其它同类产品相比具有更强的送丝性能,因为它
4、具有光洁表面。5、 简易型数控切割机,采用独特的悬臂式单边驱动设计,具有重量轻、惯性小、占地面积小、起吊板方便、投资少等特点。6、 火焰三割炬是用来直线切割坡口时所用,可一次性切割出V、X、Y、K型坡口,角度可在0-45调整,从而来调整坡口角度。7、 该自动焊接中心由焊接操作机、焊接电源(自动埋弧焊机、MAG焊机、TIG焊机、窄间隙埋弧焊机或带极堆焊机)、焊接滚轮架或焊接变位机组成,可对金属容器、金属结构件等进行各种焊接。8、 MZ系列自动埋弧焊机的特点及用途: 1)采用先进的可控硅控制技术,抗干扰能力强,电流波动小,电弧稳定;2)具有特殊的引弧装置,引弧可靠、快捷,性能稳定、焊缝成型美观; 3)适用于碳钢中、厚板长焊缝的焊接及碳弧气刨; 4)广泛应用于造船、大型金属结构、大型容器等行业。9、 公司拥有一批经验丰富的焊接、机械电气及机电一体化的专业技术人才和原军工企业的技术工人,长期致力于焊接装备、焊接自动化专机的研究与制造,积累了丰富的实践经验,可以在焊接自动化及应用领域为广大拥护更先进、更实用、更可靠的产品。10、 FYSK-1200型便携式数控切割机与龙门式大型数控切割机一样,能
《焊接专业英语(刘松淼)02656参考翻译》由会员公****分享,可在线阅读,更多相关《焊接专业英语(刘松淼)02656参考翻译》请在金锄头文库上搜索。
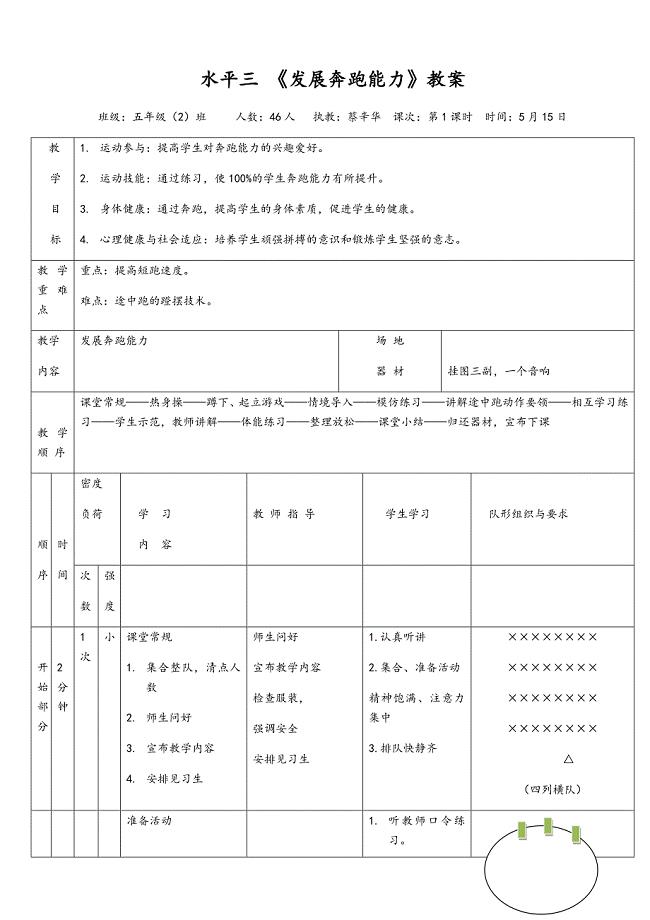
水平三 《发展奔跑能力》教案.docx
省模抛光步骤.doc

在阅读教学中培养学生的自学能力

常见鱼病诊断与防治.doc

亲爱的同学、尊敬的老师:.doc

2劳动考勤管理制度.doc
苏教版五年级下册分类复习-句子训练.doc
2011年农村小学毕业年级教学质量检测英语试卷1.doc

小学生的营养早餐食谱如何安排.doc

【英语】英语状语从句解题技巧分析及练习题(含答案)含解析.doc
乡镇畜牧兽医工作总结.doc

2020年简历模板-求职简历模板下载-简历模板下载-个人简历word简历5045.doc
维尔利只有五个股东,五个都是创投.doc
销售--正确提问的九种方式.doc

团组织选举程序.doc

公务员数字推理题练习(挺全的)
![异分母分数加、减法[7].docx](https://union.152files.goldhoe.com/2022-11/2/326a5c79-faa1-45cf-879f-6304b94a26fa/pic1.jpg)
异分母分数加、减法[7].docx

会计的月工作总结(2篇).doc
2023学年四川省南充市高坪区高坪中学数学八年级第一学期期末学业水平测试试题含解析.doc
常用抗生素口诀
 双代号、单代号网络
双代号、单代号网络
2022-11-14 22页
(完整word版)三级安全教育表格
2022-12-02 4页
实验人员安全技能和操作规范培训方案
2023-01-07 12页
AdobePhotoshop图象编辑的学习
2023-06-16 15页
2Jk-510.5型矿用提升机主轴装置设计说明书毕业论文.doc
2022-11-07 60页
阿基米德原理同步练习
2022-09-10 10页
低压断路器分合闸线圈
2022-10-21 5页
用PHP开发Paypal支付接口
2023-07-12 8页
电线电缆型号中字母的含义
2023-07-15 3页
影院售票系统需求分析
2022-10-28 8页