
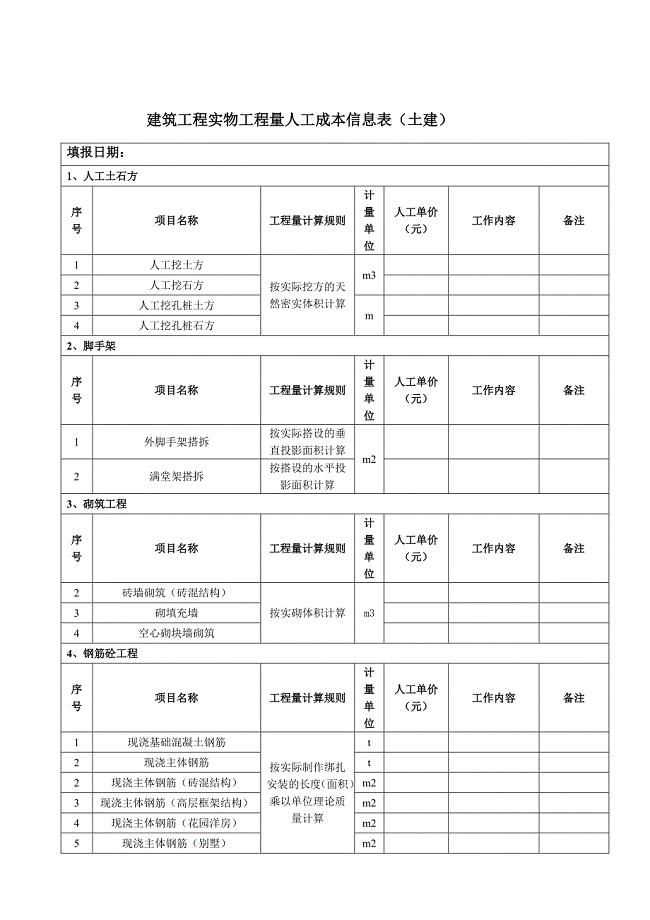
钢筋结构厂房验收资料全套
45页
1、档号档案馆代号 案卷题名:黎平经济开发区雁归创客园2万平方米钢结构厂房工程编制单位七冶安装工程#公司编制日期密级保管期限共 一 卷 第一卷共1 册 第 1 册交工文件目录General of project handoverDocuments项目:黎平经济开发区雁归创客园2万平方米钢结构厂房制安工程Project装置:Unit工号:Section序 号Sequence No.文 件 名 称Name of document页 次Page备 注Remarks1施工组织设计与方案52工程材料构配件设备报审表253钢结构加工报验申请表14钢结构组装报验申请表15钢结构焊接报验申请表16钢结构安装报验申请表17紧固件连接报验申请表18压型金属板安装报验申请表19钢结构防腐报验申请表110钢结构加工分项工程质量验收记录111钢结构组装分项工程质量验收记录112钢结构焊接分项工程质量验收记录113钢结构安装分项工程质量验收记录114紧固件连接分项工程质量验收记录115压型金属板分项工程质量验收记录116钢结构防腐分项工程质量验收记录117主体结构分部工程质量验收记录1黎平经济开发区雁归创客园2万平方
2、米钢结构厂房制安工程施工方案七冶安装工程#公司二O一七年八月项目经理:审 核:编 制: / 目 录一、工程概况1二、编制依据1三、钢结构的生产工艺流程11、放样、下料、切割12、初调、组装、点焊23、钢结构关键工序焊接质量控制34、焊接方法的选择与其技术要求45、安装螺栓孔的加工66、钢结构外形尺寸允差要求67、钢结构的预拼装6四、钢结构的现场安装7五、钢结构除锈、防腐的有关技术要求14六、确保工程质量的技术组织措施15七、检验与验收标准17八、安全保证与文明施工措施17九、吊装安全事项18十、施工进度计划表21一、工程概况 我单位承建的黎平经济开发区雁归创客园2万平方米钢结构厂房制作、安装工程。本工程的主体结构为门式钢架钢结构厂房,结构设计使用年限为50年。根据本工程的特点具体编制以下专项方案。二、编制依据1、 GB50205-2012钢结构工程施工与验收规2、GB700-2006碳素结构钢3、GB8923-2011涂装前钢材表面锈蚀等级和除锈等级4、GB50300-2013建筑工程施工质量验收统一标准5、GB/T50430-2007工程建设施工企业质量管理规6、GB/T50502-
3、2009建筑施工组织设计规7、GB50661-2011钢结构焊接规8、GB1228-2006钢结构用高强度扭剪型大六角头螺栓、大六角螺母、垫圈等技术条件9、JGJ82-2011钢结构高强螺栓连接的设计、施工与验收规程三、钢结构厂房的生产工艺流程材料检验 切割下料 打坡口 组装 焊接 变形矫正 焊缝检验 安装 涂装与验收 施工的关键控制点如下:1、 放样、下料、切割 放样从熟悉图纸开始,逐个核对图纸之间的有关尺寸和方位,以1:1的比例整体或分段制作样板,并复检尺寸。 下料前必须了解所用钢材与原设计是否相同,如钢板有疤痕、裂缝、夹层或厚度不足等现象应与时调换材料或取得技术部门同意后方可使用。 下料时应注意排版,使板拼接焊缝应错开200mm以上,与加强筋焊缝应错开200mm以上。 钢板表面不得有明显的凹痕和损伤,标识划伤深度不宜大于0.5mm,钢板挠曲度差高每米不大于1mm,长边线的弯曲度不应大于全边长的1/3000,且不大于2mm。 钢板下料切割采用多头切割机进行下料,切割后两平行边的不平行度不得大于1.5mm,切割面不得有大于1mm的缺棱,如有,应予补焊后打磨平整,切割截面的斜度不得大于
4、2mm。 钢板下料根据设计图纸进行排版、划线,考虑焊缝焊接时的收缩量,适当加长下料长度,并对切割下料的部件进行 编号并分类堆放。 坡口的制备 根据图纸和焊接工艺的要求,对坡口进行加工,采用鉋边机或自动切割机加工,除图纸另有要求外,其余坡口角度和尺寸如下:K型坡口角度为505;翼板、覆板对接坡口X型角度为605;单面V型坡口角度为555。2、 初调、组装、点焊 初调切割好的部件,并进行检查,对切割引起的变形进行调平,翼、腹板需要接长时,应使两板对齐,并焊接,对接长的板件应在卷板机上进行精调,使其平直度达到规的要求,即局部挠曲度f1mm。 组装前应将翼板中线两侧与腹板边缘50mm围的铁锈、氧化皮、毛刺、油污等清除干净,考虑焊接收缩,钢梁、柱组装后的长度应比设计的长一点,待焊接完后再进行二次长度切割。 组对接口错边量应严格控制在允差围,H型钢截面高度允差2.0mm,截面宽度允差3mm,腹板中心偏移允差2.0mm,翼板垂直度b/100且不大于3.0mm。弯曲点矢高L/1000 且不大于5mm,腹板局部平面度2.0mm。 组对点焊应使用与正式焊接相同的焊接材料,点焊必须焊透,不允许有夹渣、裂纹等
《钢筋结构厂房验收资料全套》由会员M****1分享,可在线阅读,更多相关《钢筋结构厂房验收资料全套》请在金锄头文库上搜索。
2019最新冀教版品德与生活一年级下册《我是班集体的一员2》教学设计.doc
2019年社区民政工作计划范例格式(二篇).docx
一年级组语文上册期末复习计划.docx
财务分案例作业
人教版四年级下册语文第四单元测试卷
行路难说课设计.doc
医疗技术分类目录.doc
怀孕相关的肝脏疾病.doc
2013年宜宾县中考语文模拟题(一)
浅谈数学教学心得.docx
刑事司法鉴定申请书.doc
2023年小学三年级开学班会范文.docx
项目工程成本管理制度-内部.doc
2023年情人节活动策划方案657范文.docx
常用几种法律文书.docx
2023年城乡居民合作医疗保险.docx
美容师频繁辞职如何解决
能源计量管理制度.doc

一年级语文下册升国旗教学设计
营造积极参与氛围为自主探索创造条件.doc
 二上第八单元教案25(教育精品)
二上第八单元教案25(教育精品)
2023-08-03 14页
2011届高考物理二轮总复习 回归基础提综合检测::第4章 曲线运动 万有引力定律综合检测
2023-06-03 7页
重庆市九年级英语上册学案:Unit1 12
2023-01-14 6页
杰兴镇控制性详细规划文本
2023-08-09 16页
菲林管理制度
2022-09-18 3页
嘉峪关市钕铁硼项目研究报告(DOC 73页)
2023-02-22 73页
生物复习资料
2023-08-31 4页
最新北师大版八年级数学下册6.1平行四边形边和角的性质第1课时导学案北师大版
2023-04-21 3页
家乐福在台湾的经典营销
2023-01-12 18页
电力系统谐波检测的现状与发展
2023-06-04 5页