
细长轴车削时应注意的问题及方法
4页
1、细长轴车削时应注意的问题及方法摘要:由于细长轴的特点和技术要求,在车削加工时,易产生振动、多棱、竹节、圆柱度差和弯 曲等。要想顺利地把它车好,必须注意加工过程中有可能出现的问题。关键词:细长轴、车削、变形、消除方法细长轴是指被加工工件长度与直径的比值大于20以上的轴类零件。因为工件较长,所以刚性较差,在切削过程中容易产生振动,也会因切削热而在长度方向产生变形,由于走完一刀的时间较长,导致 刀具的磨损量较大,也致使工件的形位公差精度和表面粗糙度较难达到图纸要求。1. 细长轴的加工特点(1) 车削时产生的径向切削力会使工件弯曲,弓I起振动,影响加工精度和表面粗糙度。(2) 工件的自重、变形和振动,会影响工件圆柱度和表面粗糙度。(3) 工件高速旋转时,在离心力的作用下变形,加剧了工件的弯曲和振动。(4) 产生的切削热会导致工件轴向伸长变形,使工件发生弯曲,影响加工质量。2. 车削细长轴应注意的问题细长轴车削在机械加工中较为常见,由于其刚性差,加工难度较大。如果能够采用正确的切削方 法,选择合适的刀具及切削用量,有效地装夹定位工件,就能够有效地降低切削温度、减少热变形, 最终获得满意的加工效果
2、。2.1机床调整车床主轴中心线与尾座中心线同轴,并与车床大导轨平行,允差应小于0.02mm。2.2工件安装采用两顶尖装夹或用卡盘与顶尖配合装夹,合理地使用中心架或跟刀架作为辅助支承,以增加工 件的装夹刚度。用卡盘与顶尖配合装夹时,被夹持部分最好不超过10mm。2.3刀具采用主偏角 Kr= 75 90勺偏刀,选择正刃倾角(屉0),能够减小径向力和振动,还可以使切屑 流向待加工表面。保持切削刃口锋利,前角丫 0控制在1530之间,副后角 a。控制在46之间,刀尖圆角半径r0.3mm。刀具安装应略高于车床主轴中心。2.4辅助支承安装车削细长轴时,一般都要安装中心架或跟刀架作为辅助支承,来增加工件的刚性,防止工件因振 动或因离心力的作用被甩弯。2.5工件热变形伸长防止工件热变形伸长的方法:使用弹性顶尖(俗称活动顶针)。当工件受热伸长时,使顶尖有向后退让的余量,防止工件产生弯曲变形。在切削过程中,应注意对顶尖的调整,以刚顶上工件为宜, 不宜紧,并随时观察顶尖的松紧,进行调整。切削时加注充分的切削液,以吸收产生的切削热,同时也使跟刀架爪与工件接触处有良好的润滑。3. 车削细长轴容易产生的缺陷及消除
3、方法在加工过程中,由于刚性差,在切削力和切削热的作用下,很容易产生诸如径向跳动、弯曲变形 等问题及振动波纹、锥度、竹节形、腰鼓形等加工缺陷,严重影响零件的加工精度及表面粗糙度,因 此,在加工前,对机床的调整、跟刀架、中心架的合理应用、刀具及切削用量的选择等都提出了较严格的要求以消除加工缺陷的产生。3.1径向跳动径向跳动的产生主要由机床主轴间隙过大造成,通过对机床主轴进行调整,能够消除由于机床主轴间隙过大而产生的径向跳动。3.2弯曲变形当细长轴工件已经热校直且加工余量足够,装夹方法也合理,而在车削过程中产生弯曲变形的情 况主要是由于切削力过大所致,而在切削过程中产生的切削热会引起工件受热变形伸长,导致细长轴 受到轴向挤压而产生弯曲变形。消除方法:(1)采用弹性活动顶尖,使细长轴受热后可以自由伸长,减少其受热弯曲变形。(2)采用双刀切削法抵消车削时产生的径向切削力。(3)采用跟刀架或中心架作辅助支撑,以增加细长轴的刚度,能够有效地减少径向切削力对细长 轴的影响。(4)采用反向切削法车削消除因轴向切削力引起的弯曲变形,同时采用弹性活顶尖,补偿工件的 受压变形和热伸长量,避免工件压弯变形。(5
《细长轴车削时应注意的问题及方法》由会员s9****2分享,可在线阅读,更多相关《细长轴车削时应注意的问题及方法》请在金锄头文库上搜索。

双组分玻璃幕墙硅酮结构胶-技术说明.doc

班主任工作经验总结精选版(2篇).doc

垂直于弦的直径说课稿.doc

2023年房产销售制定三季度工作计划范文.docx
电子商务诚信问题探究cc.doc

计算机原理试题63073
幼儿园2023年度膳食工作计划.docx

实习会计实习心得.docx
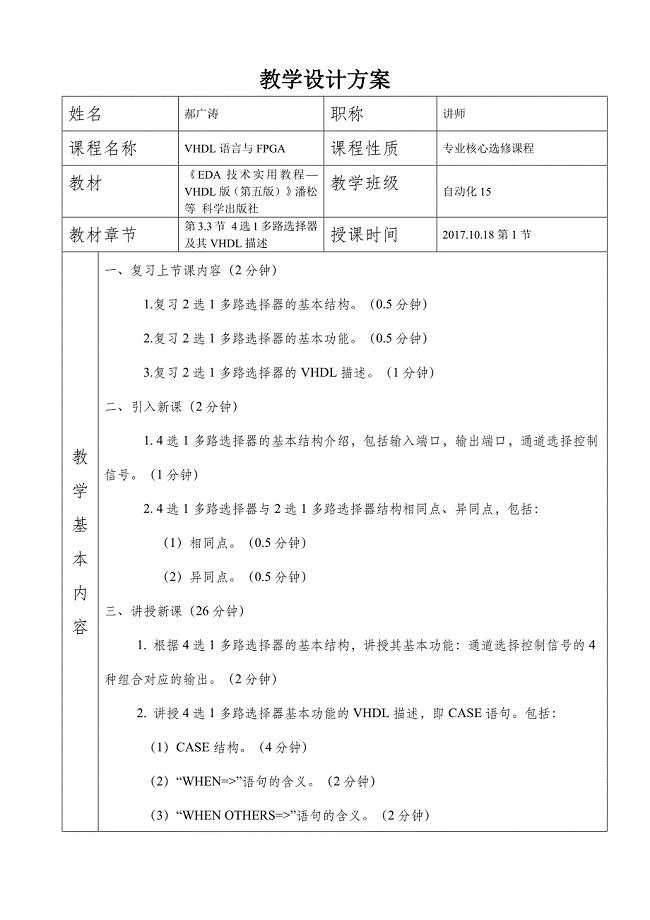
大学教师的教学设计-郝老师.docx

钢结构临时用电施工组织设计
姥姥的剪纸(第2课时)教学设计-(苏教国标版六年级上册).doc
2023年C语言上机实验报告.doc

互联网监管工作情况汇报

二年级下英语试卷.doc

2023年砖胎膜及基础垫层施工方案.docx
锻造加工合同范本

2023年安徽建筑大学研究生招生考试.doc

2023年学生会文体部成员的个人工作计划范文.docx

社会学概论复习要点总结.doc
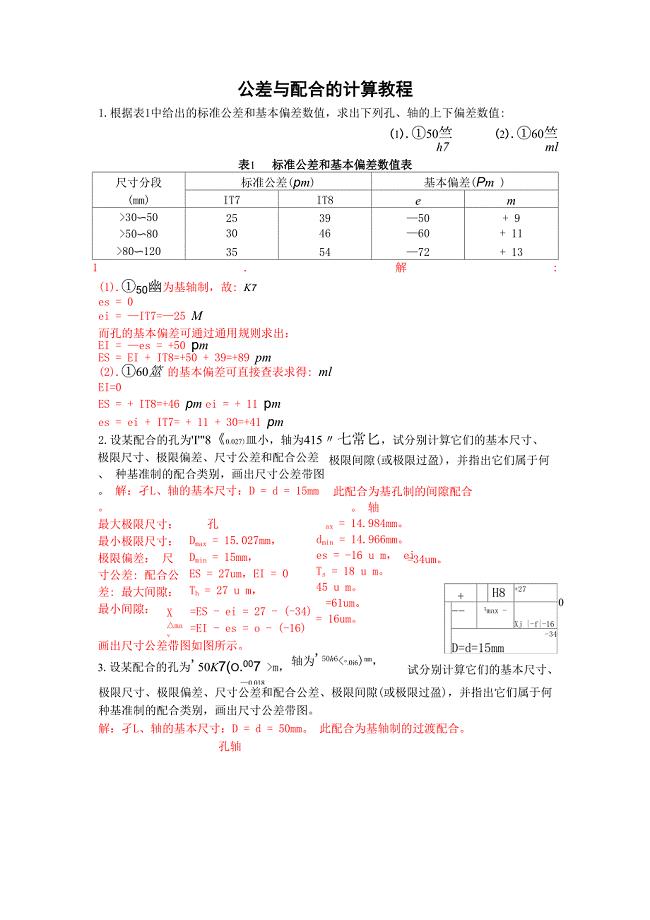
公差与配合的计算教程
 四年级特色班级创建方案
四年级特色班级创建方案
2023-07-27 4页
南京地区地质野外实习报告
2023-08-17 9页
工作人员失职检讨书
2023-12-17 9页
你好李焕英观后感通用15篇
2023-06-19 25页
工作方案集锦十篇
2023-04-09 38页
工程管理专业的毕业论文工程管理毕业论文选题
2023-01-23 7页
小学控流保学工作实施方案
2024-01-15 2页
关于大包装修合同书.doc
2023-11-08 9页
春节晚会策划方案范文(6篇)
2023-08-22 18页
市场危机探讨会议心得体会
2023-12-23 2页