
机械制造技术课程设计-传动齿轮机械加工工艺规程设计(小批量)
25页
1、机械制造技术课程设计课题:传动齿轮机械加工工艺规程设计(小批量)全套图纸加扣 3346389411或3012250582院 部 专 业 班 级 姓 名 指导教师 完成日期 目 录前 言3第1章 零件的分析5第2章 工艺规程设计62.1 确定毛坯的制造形式62.2 基准的选择62.2.1 粗基准的选择62.2.2 精基准的选择62.3 制定工艺路线72.4 机械加工余量及毛坯尺寸的确定82.4.1 确定零件毛坯的尺寸公差等级82.4.2 确定毛坯图8第3章 确定切削用量及基本工时9结束语21参考文献28致 谢29前 言机械的加工工艺及夹具设计是在完成了工艺学课程之后,进行的一次理论联系实际的综合运用,使我对专业知识、技能有了进一步的提高,为以后从事专业技术的工作打下基础。机械加工工艺是实现产品设计,保证产品质量、节约能源、降低成本的重要手段,是企业进行生产准备,计划调度、加工操作、生产安全、技术检测和健全劳动组织的重要依据,也是企业上品种、上质量、上水平,加速产品更新,提高经济效益的技术保证。然而夹具又是制造系统的重要组成部分,不论是传统制造,还是现代制造系统,夹具都是十分重要的。因此,
2、好的夹具设计可以提高产品劳动生产率,保证和提高加工精度,降低生产成本等,还可以扩大机床的使用范围,从而使产品在保证精度的前提下提高效率、降低成本。当今激烈的市场竞争和企业信息化的要求,企业对夹具的设计及制造提出了更高的要求。制造业是国民经济的基础,随着以计算机技术为主导的现代科学技术的迅速发展,以“时间驱动”为特征的市场竞争、产品更新换代的加快、商品需求的多样化、用户素质的提高等使制造业面临着巨大的挑战,特别像后钢板弹簧吊耳类不规则零件的加工就出现了一些问题,在现阶段像后钢板弹簧吊耳类的加工还没达到现代自动化的水平。在现代的中小批量生产中,它的加工工艺还需人工画线的方法来保证其精度,而对工件的装夹也是通过人工的方法进行的。因此我国对不规则零件的加工还处于效率低、成本高的阶段。随着机械工业的迅速发展,对产品的品种和生产率提出了愈来愈高的要求,使多品种,中小批生产作为机械生产的主流,为了适应机械生产的这种发展趋势,必然对机床夹具提出更高的要求。特别像不规则零件的加工还处于落后阶段。在今后的发展过程中,应大力推广使用组合夹具、半组合夹具、可调夹具,尤其是成组夹具。在机床技术向高速、高效、精密
3、、复合、智能、环保方向发展的带动下,夹具技术正朝着高精高效模块组合通用经济方向发展。在设计中,需要对零件加工工艺方案和夹具进行设计,在确定加工工艺方案时,可能会出现工艺路线的不合理,甚至出现不能保证加工所要求达到的精度。在进行夹具设计时,可能因定位基准选择不合理,出现过定位或欠定位造成加工的零件的精度得不到保证。在选择夹紧机构时由于机构的大小,尺寸等不合理,而达不到夹紧的目的,也可能因夹紧力作用点或作用面的位置不合理而使工件产生翻转。所以在设计过程中应制订多套方案,以供比较选择最优,同时还要多请教指导老师和同学,并多查阅相关的书籍来尽可能好的完成设计。第1章 零件的分析题目所给的零件是 传动齿轮,齿轮传动是应用极为广泛的传动形式之一。是滑动转动机械傍边运用的一种削减冲突一起又要传动推力和起到支撑,保护齿轮的作用第2章 工艺规程设计2.1 确定毛坯的制造形式 正确的选择毛坯,具有重大的经济技术意义,毛坯的材料、制造方法和制造精度对工件的加工过程、加工劳动量、材料利用率和工件成本都有很大的影响。 由于传动齿轮的结构不太复杂,生产量为中批量的生产,材料齿轮45钢,所以毛坯应选用锻件,为了保证
《机械制造技术课程设计-传动齿轮机械加工工艺规程设计(小批量)》由会员人***分享,可在线阅读,更多相关《机械制造技术课程设计-传动齿轮机械加工工艺规程设计(小批量)》请在金锄头文库上搜索。
酒店员工转正工作总结模板(三篇).doc
文案策划就业前景
夫妻离婚协议简单版(七篇).doc
讨论发言2022为人民服务心得体会研讨发言
某高速路便道施工方案
2023个人年终总结参考版(四篇)
许可证贸易合同
有关幼儿园亲子活动总结范文6篇
中国电工电器行业市场前景趋势及发展规划研究报告XXXX-
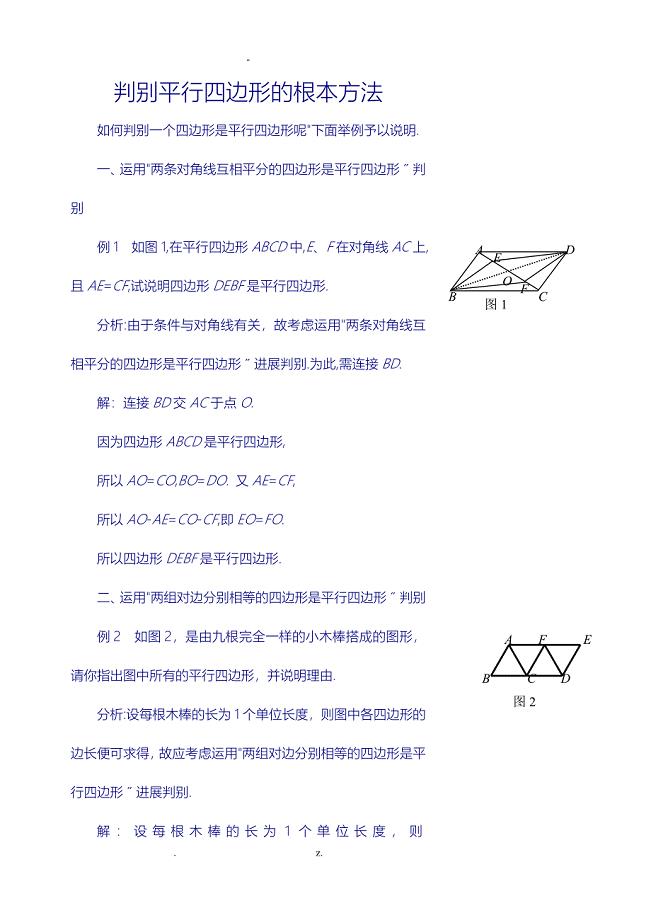
判定平行四边形的五种方法
郑州信息科技职业学院茶学骨干教师企业实践培训方案
医院门诊管理系统说明书
证券从业资格考试-证券基础模拟题一
中考英语语法考点精练(浓缩版)16开
学校政教处2023年工作计划
畜牧精准扶贫
好用的感恩范文演讲稿范文锦集10篇
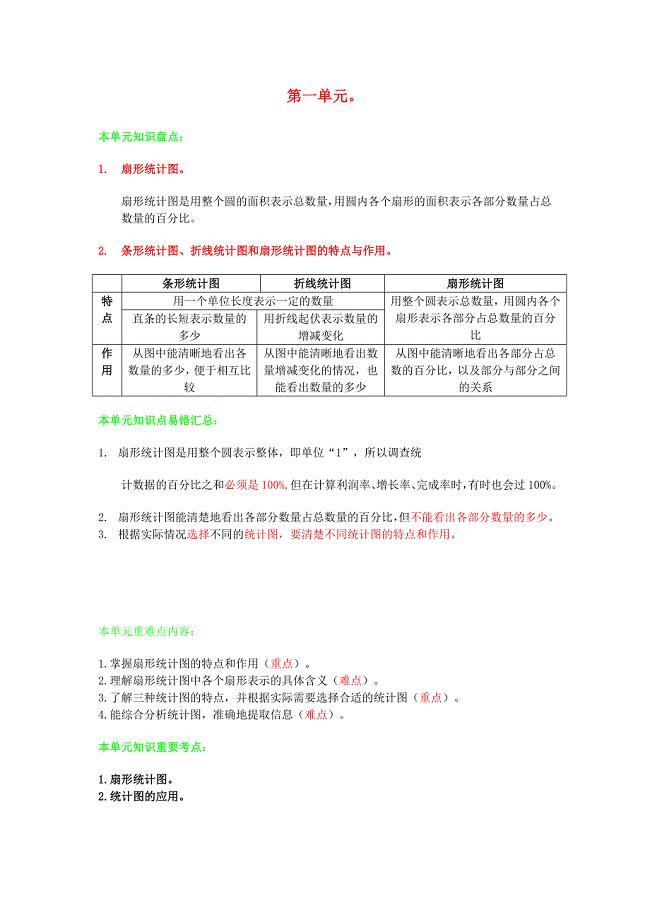
六年级数学下册单元知识梳理素材苏教版
初三英语教学工作计划标准范文(三篇).doc
广西高校科研项目结题申请书
 毕业设计(论文)-冠恒盛仕俱乐部改造设计报告
毕业设计(论文)-冠恒盛仕俱乐部改造设计报告
2023-06-14 3页
基于单片机的室内环境温湿度测量仪设计和实现 计算机专业
2023-10-10 88页
毕业设计(论文)-基于JavaWeb技术的网上动漫商城系统的设计与实现
2024-01-10 32页
毕业设计(论文)-四节传送带PLC控制系统设计
2023-02-08 48页
领导科学与艺术复习思考题.doc
2022-12-13 13页
2021年环保局工作汇报材料
2023-06-04 15页
幼儿园小班活动设计——认识颜色
2023-07-18 7页
C++课程设计定稿--学生成绩管理系统设计与实现
2024-01-08 38页
毕业论文-浅议武汉楚河汉街文化旅游推广的得与失
2023-07-31 13页
安全专干安全责任书
2023-08-03 6页