
郑州大学现代远程教育《金工与生产实习》课程考核要求
23页
1、郑州大学现代远程教育金工与生产实习课程考核要求说明:本课程考核形式为提交作业,完成后请保存为WORD 2003格式的文档,登陆学习平台提交,并检查和确认提交成功(能够下载,并且内容无误即为提交成功)。郑州大学金工与生产实习报告院系专业 机电专科班级学号 姓名 成绩金工实习部分:(注:下列题目都必须独立、认真完成。)热处理实习报告成绩1.什么是热处理?热处理是将金属在固态下通过加热、保温和不同的冷却方式,改变其内部组织,从而获得所需性能的一种工艺方法。通过热处理,既可以用于消除上一工艺过程所产生的金属材料内部组织结构上的某些缺陷,又可以为下一工艺工艺过程创造条件。更重要的是可以进一步提高金属材料的性能,充分发挥材料性能的潜力2.钢的基本热处理有哪种?它们有何作用?钢的基本热处理包括退火与正火、淬火与回火及表面热处理。退火与正火主要作用是降低硬度,改善切削加工性能;细化晶粒、改善组织,提高材料力学性能;消除内应力,并为后续热处理做好组织准备。淬火主要作用是提高钢的硬度和强度。回火的主要作用是减小淬火钢的脆性,消除内应力,获得所需的性能。表面热处理的主要作用是使零件表面活得高强度、搞硬度、高
2、耐磨性和抗疲劳性能,保持零件心部具有足够的塑性和韧性3.退火和正火有何不同?.退火和正火的冷却速度不同,退火通常是随炉冷却,冷却速度较慢,而正火是在空气中冷却,冷却速度较快。因正火比退火冷却速度快,正火后钢件获得的组织比退火后细,钢件在正火后的强度、硬度比退火后要高些,但消除应力不如退火彻底4.简述调质的过程和它的作用。调质处理是使钢件淬火后再进行高温回火的热处理工艺过程,钢件经过调质处理后可以获得强度、塑性和韧性都较好的综合力学性能。5.表面淬火和整体淬火有何不同?常用化学热处理有几种方法?。表面淬火是通过快速加热,将钢件表层迅速加热到淬火温度,然后快速冷却下来。经过表面淬火,可以保证钢件表面具有高硬度和高耐磨性,并可以保证心部的强度和韧性。整体淬火是将钢件整体加热到淬火温度,保持一定时间后在水中或油中快速冷却,获得较高硬度组织。淬火后,钢的硬度和强度大大提高,但脆性增加,并产生很大的内应力。化学热处理是将钢件置于某种化学介质中加热、保温,使一种或几种元素渗入钢件表面,改变其化学成分,以达到改变表面组织和性能。目前工业生产中最常用化学热处理有渗碳、氮化和氰化(碳氮共渗)三种。铸工实习
3、报告成绩1.试述砂型的组成,图示简单铸件的整模造型的合箱图。铸型由上砂型、下砂型、型腔、砂芯、浇注系统和砂箱等组成2.铸件、零件、模样和型腔四者在形状和尺寸上有何区别?铸件经切削加工获得零件,与零件相比,铸件各加工面有加工余量,垂直于分型面的加工面有斜度,零件上的小孔在铸件中不铸出;模样与铸件相比,模样的主体形状、尺寸与铸件一致,但每个尺寸都相应加上了金属收缩量,以抵消铸件在铸造过程中的尺寸收缩,模样上对应于用型芯形成的孔或外形部位,做有凸出的芯头;型腔的形状和尺寸与模样基本一致,但对于需用型芯形成孔或外形的铸件,要在型腔内放置型芯。3.制造模样时为什么要考虑分型面、加工余量、拔模斜度和收缩量?分型面是铸型组元间的结合面,对于两箱造型,它是上下砂型间的分界面。铸造时,应根据铸件结构特点正确选择分型面,以便于取模、提高铸件精度和造型效率。制造模样时,根据分型面确定结构特征。铸件上有需要切削加工的表面,这些表面应留有加工余量。造型时,为便于模样取出,在平行于起模方向的模样壁要有一定斜度。铸件自高温冷却至室温时,尺寸要缩小,为弥补这一缩小值,制造模样时应增加收缩量。4.谈谈哪些铸造缺陷与铸造
4、用砂有关,并说明原因。(1)气孔a.舂砂太紧或型砂透气性差b.型砂太湿,起模刷水过多c.砂芯通气孔堵塞或砂芯未烘透。(2)砂眼a.型腔或浇口内散砂未吹净b.型砂强度不高或局部未舂紧,掉砂c.合箱时砂型局部挤坏d.浇口开设不正确,冲坏砂型或砂芯。(3)机械粘砂a.砂型春得太松b.型砂耐火性差。(4)夹砂结疤,型砂含水量太高,粘土太多。锻压实习报告成绩1.什么是锻压?锻压有什么特点?锻压是对金属坯料施加冲击力或压力,使之产生塑性变形,以改变其尺寸、形状,并改善其性能的加工方法,锻压是锻造和冲压的总称。锻造是将金属坯料放在锻压设备的铁砧或模具之间,在锻压力的作用下,使坯料或铸锭产生局部或全部的塑性变形,以获得一定的几何形状、尺寸和质量的锻件的加工方法。冲压是通过装在压力机上的模具对板料施压,使之产生分离或变形,从而获得一定形状、尺寸和性能的零件或毛坯。金属材料经过锻造后,其内部成分更加均匀,组织更加致密,晶粒得到细化,从而使其强度和韧性有所提高。板料重演形成的冲压件具有刚性好、重量轻、尺寸精度和表面光洁程度高的特点。2.钢锻压时为什么要加热?钢加热高于始锻温度和在终锻温度下锻造有何缺点?金属
《郑州大学现代远程教育《金工与生产实习》课程考核要求》由会员桔****分享,可在线阅读,更多相关《郑州大学现代远程教育《金工与生产实习》课程考核要求》请在金锄头文库上搜索。
备战2019年高考英语纠错笔记系列专题03形容词和副词含解析
商家联盟运营方案
勤奋好学的论据素材
报展策划书解读
宣传部副部长廉政述职报告
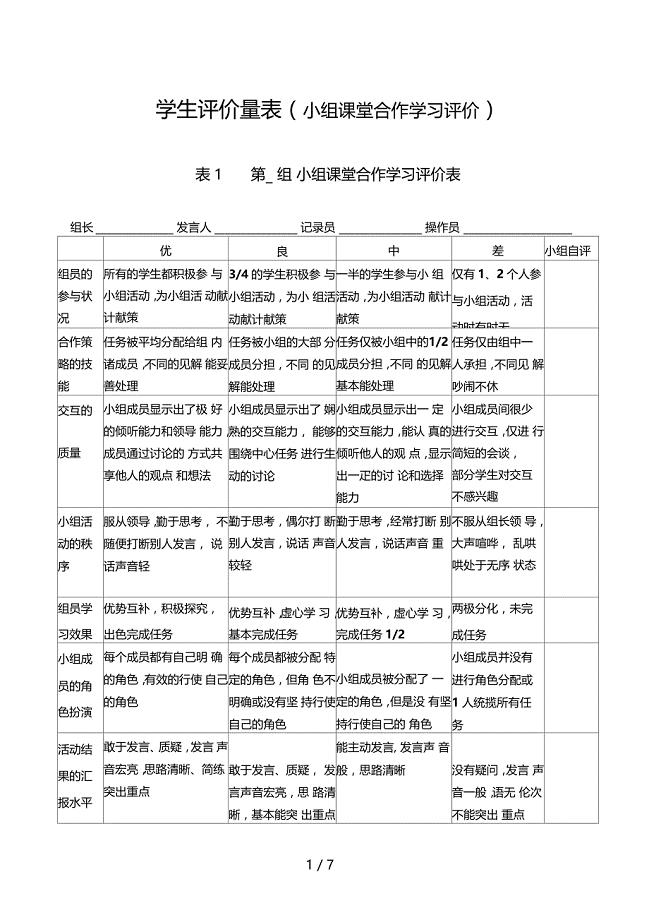
小组课堂合作学习评价表

健康评估各章复习参考word
高比例粉煤灰压制砖项目可行性研究报告
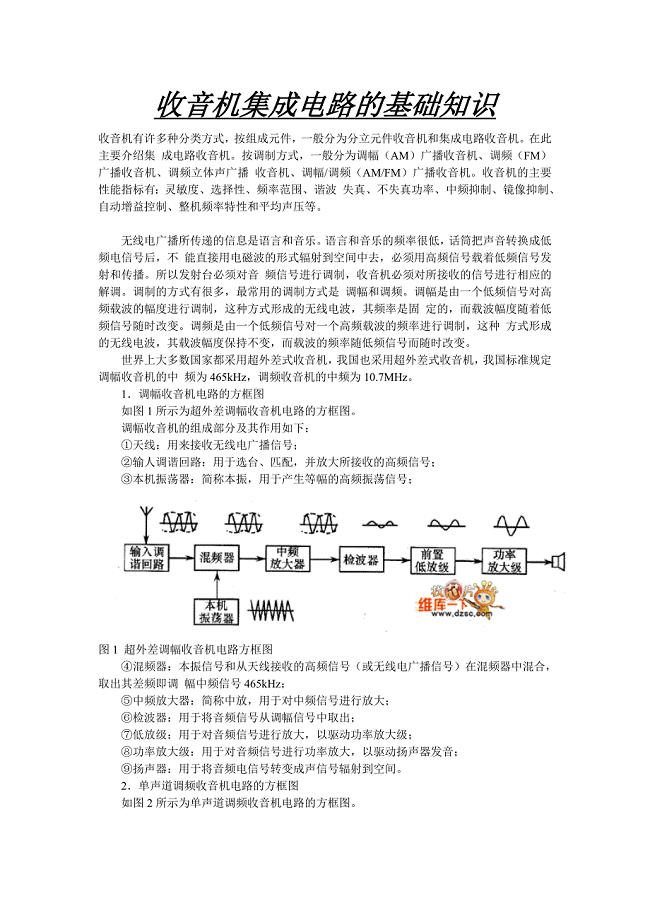
收音机集成电路的基础知识
小学五年级数学计算教学的经验材料
大学生士兵提干:2015年大学生士兵提干政策全解析
教师校本培训个人总结样本(二篇).doc
2023公司采购部员工个人工作总结范本(4篇).doc
2016年江西中医药大学专升本《人体解剖学》考试大纲
2023年海湾镇燎原卫生院”康复医学与技术“岗位招聘考试历年高频考点试题含答案解析
老舍散文集读后感五篇
争做十好少年演讲稿
辛癸酸三甘酯项目创业计划书写作模板
幼儿园端午节游戏活动方案(3篇)
某房地产开发公司考核指标的制定
![农配网工程安全监理工作方案[优秀工程方案]](/Images/s.gif) 农配网工程安全监理工作方案[优秀工程方案]
农配网工程安全监理工作方案[优秀工程方案]
2023-11-05 26页
农水水资源规划及利用课程设计
2023-07-10 6页
2023年在年街道村干部工作会议上的讲话范文
2023-12-04 6页
2023年关于年发展壮大村集体经济路径探索调研报告范文
2024-01-16 18页
营利性医疗机构申请变更非营利性医疗机构
2022-09-11 10页
金华关于成立汽车配件公司运营方案_范文参考
2023-01-10 119页
第一章企业管理概论复习题及答案
2023-11-23 4页
农行信用卡知识手册
2023-07-26 15页
2023年高速收费员年度个人工作总结报告范文
2023-06-25 4页
高级财务会计形成性考核册答案
2023-05-24 23页