
减速箱体工艺过程卡与工序卡.doc
10页
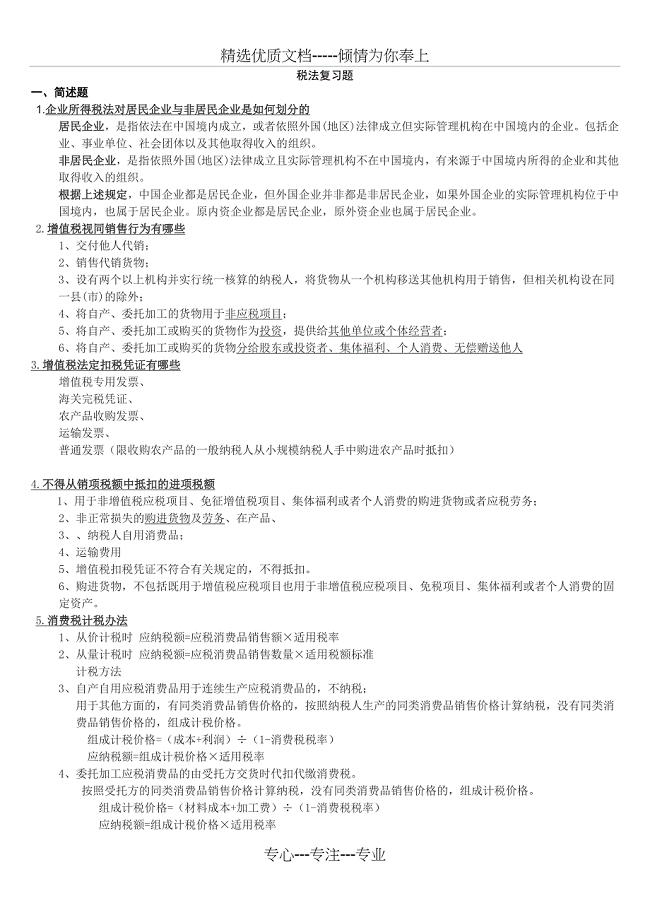
1、机械加工工艺过程卡片机械加工工艺过程卡片产品型号零(部件)图号产品名称零(部件)名称减速箱体共1 页第 1页材料牌号HT150毛坯种类铸件毛坯外形尺寸每毛坯可制件数1每台件数1备注工序号工序名称工序内容车间工段设备工艺设备工时/s准终单件I时效,刷锈时效,刷锈II划线划40,35,47孔的中心线,划上下平面轮廓卧式铣床圆柱铣刀III铣下平面粗铣下平面卧式铣床圆柱铣刀170IV铣上平面粗铣精铣上平面卧式铣床 圆柱铣刀288V铣端面粗铣半精铣35孔两端面卧式铣床圆柱铣刀144VI铣端面粗铣半精铣40孔两端面卧式铣床圆柱铣刀144VII镗孔以顶平面为基准面,粗镗半精镗,精镗,刮75至尺寸镗床镗刀120VIII镗孔以底面为基准面,粗镗半精镗精镗35,40孔 镗床镗刀67.5IX钻孔钻8至尺寸,6*9沉孔14深8立式钻床直柄麻花钻95.8X划线划35,40两端面的M5螺孔线共12个,划上平面4*M5螺孔线XI钻孔钻孔,攻丝22-M5立式钻床直柄麻花钻134XII去毛刺去毛刺,打印件号,流水号,上漆设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日
2、期机械加工工序卡片1机械加工工序卡片产品型号零(部件)图号产品名称零(部件)名称减速箱体共 8 页第 1 页车间工序号工序名材料牌号III铣下平面HT150毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件11设备名称设备型号设备编号同时加工卧式铣床X601夹具编号夹具名称切削液专用铣夹具工位器具编号工位器具名称工序工时/s准终单件工步号工步内容工艺设备主轴转速/rs-1切削速度/ms-1进给量/mmr-1走刀长度/mm进给次数工步工时/s机动辅助1粗铣下平面圆柱铣刀9.331.40.21811126设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片2机械加工工序卡片产品型号零(部件)图号产品名称零(部件)名称减速箱体共 8页第 2 页车间工序号工序名材料牌号IV铣上平面毛坯种类毛坯外形尺寸每毛坯可制件数每台件数11设备名称设备型号设备编号同时加工卧式铣床X601夹具编号夹具名称切削液专用铣夹具工位器具编号工位器具名称工序工时/s准终单件工步号工步内容工艺设备主轴转速/rs-1切削速度/ms-1进给量/mmr-1走刀长度/
《减速箱体工艺过程卡与工序卡.doc》由会员pu****.1分享,可在线阅读,更多相关《减速箱体工艺过程卡与工序卡.doc》请在金锄头文库上搜索。
南开大学21春《法理学》在线作业二满分答案36
初一运动会作文5篇(关于运动会的作文初一)
2.矩形的判定
2022年教师职业素质提升计划
复习题-税法(2)范文
教育案例范文10篇正式版
(模板)疫情消毒工作方案
融资咨询服务合同范本(三篇).doc
赣州生物医疗低温存储技术研发项目申请报告
2023物业公司年终工作总结参考模板(二篇)
新型受贿案件法律适用假设干问题研究
地下私人车库车位租赁合同模板(六篇).doc
信息系统安全等级测评工具自测版
汕尾VR技术服务项目实施方案【参考模板】
经理个人年终工作总结样本(3篇).doc
以真诚真情感染教育学生
办公楼租赁协议简易律师版(3篇).doc
扫地机器人项目投资估算报告(范文模板)
白银市农村物流项目可行性分析报告(范文模板)
免疫概念解释
 浅谈“废旧材料和乡土资源”在幼儿园的应用.docx
浅谈“废旧材料和乡土资源”在幼儿园的应用.docx
2023-04-15 3页
2020年最新劳动法全文
2023-01-24 17页
防火防盗门招标技术要求
2022-10-22 4页
浅论人力资源会计
2024-02-29 16页
知到《莎士比亚戏剧赏析》章节测试含答案
2022-08-10 32页
植物学美丽异木棉花花芽分化形态结构分析
2022-09-16 7页
某道路工程给排水管道施工方案_secret
2024-02-27 10页
“乐运动”体育城场地在线预约系统方案
2024-02-12 19页
环境空气采样作业指导书.doc
2023-12-14 7页
民间高利借贷行为的法律规制
2023-10-13 4页