
《施工方案》钢结构施工组织设计
27页
1、第一章 工程概况与特点1.1工程概况 (略)1.2工程特点本工程呈椭圆形起拱,有跨度大、高度高、水平推力大、高空作业量大,交叉作业量多,交通不便利等特点,高空安装的安全保障是工程施工顺利的一大关键,如何优质,高速完成本工程钢结构是各施工人员必须认真对待的问题。该工程工程量大(574t)、质量要求高、工期(80天)要求紧第二章 施工技术方案2.1主要施工程序螺栓球制作 高强螺栓检查验收 杆件制作 厂内预拼装 防腐 现场组装分榀网架 吊装、脚手架搭设 网架安装就位 检测2.2.施工工艺2.2.1.螺栓球制作a.螺栓球采用45#优质钢,所有原材料进厂后均进行3/1000抽样理化力学性能测试。然后到专业锻压单位用250公斤或750公斤空气锤模锻而成球坯。毛坯经正火处理,使其硬度达到HB197225。毛坯要求无裂纹、过烧、麻点等缺陷,椭圆度不超过1%倍直径。b.螺栓球的精加工在X5032A型立式升降台铣床、ZA5032园柱立式钻床及ZA305016型摇臂钻床上用万能分度头进行加工。在立式铣床上铣出球的一个基准平面,并在钻床上加工好基准螺孔;然后利用此基准螺孔在X5032A型立式铣床上转动分度头加
2、工出各弦杆孔和腹杆孔的平面。夹具的转动定位偏差为5,加工完毕,进行角度检测,符合JGJ791的规定要求为正品。采用定位夹具在立式钻床上完成孔的加工。最后在钻床上进行螺纹的加工,保证各螺纹孔中心轴线夹角误差不大于30。c.螺栓球的检测主要采用角度盘、角度板和角度棒进行检测角度。相邻两螺孔中心轴线夹角误差控制在30之内,且螺纹长度必须保证1.3倍螺栓公称直径。同一轴线上两螺孔端面平等度允许偏差:当D120mm时,偏差为0.30mm。螺孔端面距球心的允许偏差为0.2mm。螺栓孔端面与轴线的垂直度为0.5%螺孔端面直径。螺孔螺纹加工精度,满足GB196中的6H级。2.2.2.高强螺栓检查验收a.定购上海高强螺栓厂的高强螺栓,均需有合格证书和测试报告。b.高强螺栓材质为20MnTiB钢,符合国家相应标准,强度等级达到8.8级以上。c.高强螺栓的螺纹按GB196粗牙普遍螺纹的规定,螺纹的公差带按GB197中的6H级。d.高强螺栓进行100%外观及几何尺寸检查。e.外观及几何尺寸检查合格后,在HR150A洛氏硬度计上测硬度,按1%抽取,但每批不少于3组,硬度要求达到HRC3236。f.采用5倍放大对
3、高强螺栓逐件进行裂缝检测。2.2.3.杆件制作a.为确保原材料质量,本工程所用Q235-A焊接钢管采用新乡钢管厂、成都无缝钢管厂等正规厂家生产的定型产品。并需具有出厂合格证、材料质量证明书。b.材料进厂后进行5%抽检,必须符合GB8162-88标准,钢材力学性能指标检测项目为拉伸及弯曲试验,在WI100型油压式万能材料试验机上进行,合格后开具试验报告。c.六角套筒采用Q235-A普通圆钢或45#优质圆钢,锥头采用Q235-A普通圆钢,用150公斤空气锤经模锻成坯。d.六角套筒的精加工在CS6240车床上进行加工。两端面的平行度偏差不大于0.05mm。e.锥头的精加工在CS6240车床上进行加工,用三爪卡盘夹住加工端面和内孔。两端面的平行度偏差不大于0.3mm。f.封板采用Q235-A碳素钢板,用100t冲床冲压成型。g.紧定螺钉采用优质高强钢,螺纹公差按GB19663普通螺纹规定,尺寸偏差按照GB7576规定。601131h.杆件下料在管子割断坡口机进行,每种杆件经定位装置精确定位,并连续三根试生产尺寸无误后方可正式下料。下料与开坡口一次成型。(杆件与封板及锥头连接处坡口角度为45,杆
4、件对接坡口型式如下图所示)i.焊接参加焊接的所有焊工均持有焊工合格证,每个焊工均有钢印号码,以便监控检查焊缝质量。杆件与封板或锥头组对组对前先将高强螺栓、六角套筒、紧定螺钉组装在封板或锥头上。采用定位模具对杆件与封板或锥头的组对进行长度控制、两端面与钢管轴线和垂直度控制。先用钢尺定出该杆件所需的长度(包括焊缝收缩量),并将两夹块在导轨上夹紧,然后以此定位,进行杆件与封板或锥头的点焊固定,保证杆件的长度、垂直度偏差在允许范围内。杆件焊接采用手工电弧焊或CO2气体保护焊,焊接层次根据钢管厚为12层,多层焊时应使各层之间焊接方向,接头错开。手工电弧焊工艺参数焊条牌号焊条直径(mm)焊接电流(A)焊接电压(v)焊接速度(mm/min)E43033.290110212311013041601902224130150CO2气体保护焊工艺参数焊丝牌号焊丝直径(mm)焊接电流(A)焊接电压(v)焊接速度(mm/min)气体流量(L/min)H08Mn2Si1.223053518002017焊缝质量等级应符合GB50205-95二级焊缝。杆件长度偏差不大于1mm,锥头(封板)与钢管同轴度偏差不大于0.2
《《施工方案》钢结构施工组织设计》由会员人***分享,可在线阅读,更多相关《《施工方案》钢结构施工组织设计》请在金锄头文库上搜索。
安岳县-2011学年度上期八年级数学期末检测题
陕西省商洛市《幼儿教育通用知识》教师教育
神兽起源任务攻略
精选类山东省新泰市汶城中学七年级生物第一学期第一次月考试题无答案人教新课标版
技师冷作钣金工试题库
建筑合同模板集合10篇
2021传染病防治安全工作计划
幼儿园大班综合活动有趣的门票
迎三八妇女节创意活动方案范本(2篇)
包装工艺学复习要点2012
tnpm管理新版制度
校长个人年度述职报告八篇
2023年电子商务物流实习报告总结6篇
2021年福建高院案例:未办理收养手续养子女有继承权吗?
检验员年终工作总结范文(9篇)
安全保障措施(DOC 14页)
生产用低值易耗品管理制度
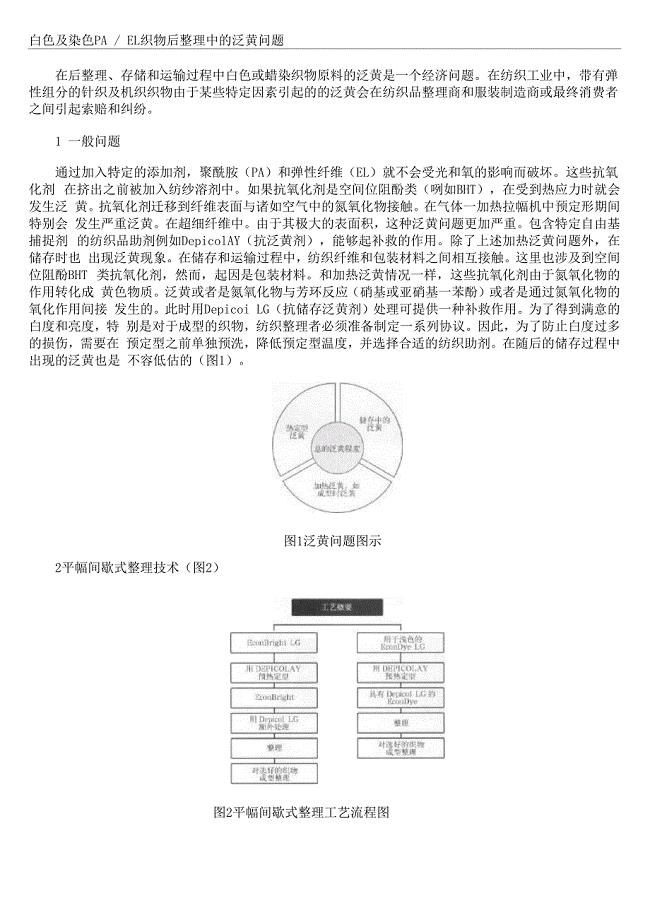
白色及染色PA/EL织物后整理中的泛黄问题
物流管理系统详细设计说明书
主体结构脚手架工程技术交底
 运营管理题库
运营管理题库
2024-01-27 14页
某某5G+智慧教育项目可行性研究报告(DOC 99页)
2023-05-26 99页
2011职称英语考试真题及答案理工类A
2022-12-09 14页
物流管理系统详细设计说明书
2023-12-13 111页
日记作文美好的一天
2022-08-31 2页
何当共剪西窗烛却话巴山夜雨时的意思
2023-12-27 14页
混凝土雨水管施工方案
2024-02-01 16页
高二第三周周周清(精品)
2023-12-25 7页
等保2.0--两分钟读懂等保标准新变化
2022-11-28 4页
课堂观察记录表单李瑞娟
2022-12-13 5页