
防锈等级标准及工艺流程
4页
1、防锈等级标准及工艺规程 文件编号No: 版本:A00根据公司对在制金属零部件及整机的防锈要求,兼顾公司生产、销售必须备有一定的整机和零部件库存的实际情况,特制定如下零部件防锈的等级标准;各等级防锈的操作工艺规程;质量安全控制程序,作为车间生产,供应厂商共同做好金属零部件防锈工作标准依据。一. 在制品工序间防锈: 1. 车间内生产工序间周转的零件防锈要求为36月,防锈油选择洛斯品牌68#防锈油。 2. 机加工各切削机床切削液严格按配比要求加水防止切削液水分超标造成生锈。 3. 机加工车间各工序完工后用气枪吹扫残留铁屑、切削液后用毛刷涂刷洛斯品牌68#防锈油,注意盲孔等复杂部位要涂刷到位,裸置于木托盘或专用周转箱内。 4. 对于后续需要油漆或外发喷粉的零件,机加工完工后尽快转序到油漆车间或通知生产部外协委外喷粉。同时做好相关的防锈工作。5. 车间应根据生产计划科学合理的调度、安排生产保证各工序零件不积压,缩短生产周期降低在制品工序间生锈的几率。二.成品零部件防锈:因环境温度、湿度、腐蚀性成分的差异,综合零部件的关键程度、产品价值、生产和采购周期等因素将零部件划分为三个防锈等级标准进行控制,
2、以下为各等级标准的具体防锈要求和操作工艺规程。对于采购、外协、委外加工的金属零部件的防锈须根据附表零件的等级标准要求供应商按相应的零件防锈等级规定的防锈期限做相应的防锈处理,防锈油的选择和防锈工艺流程可根据其企业自身情况决定。A类防锈等级1. A类防锈等级的具体防锈要求: A类零件防锈时间要保证12年不生锈;防锈油选择CRC品牌SP-400防锈油(脱水置换型);成品零件采用防锈油纸独立包装。2. A类防锈等级的工艺流程:SP-400浸涂30分钟或完全刷涂,自然干燥15分钟用油纸包装成品零件清点数量、装箱入库完工清洗后的零件 防锈槽3操作规程: 3.1 完工零件及时送检,检验合格后及时进行防锈处理。3.2 将CRC品牌SP-400型号的防锈油到入带有金属隔网的防锈油槽中。 3.3 将清洗干净的零件先用干燥的压缩空气吹扫残留水分后浸入防锈槽中浸30分钟,如零件形状复杂,需上、下抖动几次以保证将水脱尽,浸油防锈。油槽底部应设下水阀,定期排放油槽底部置换出的水分。 3.4 不能浸入油槽的大型工件先用干燥的压缩空气吹扫残留水分(特别是盲孔、沟槽等),再将工件立于槽边用毛刷涂刷SP-400防锈油2
《防锈等级标准及工艺流程》由会员re****.1分享,可在线阅读,更多相关《防锈等级标准及工艺流程》请在金锄头文库上搜索。
充分利用学校资源强化学生德育工作
国家森林公园生物防火隔离带建设项目可行性研究报告模板-拿地申请立项
白电油安全使用须知
2023年行政部下半年工作计划标准范本(四篇)

初级建构筑消防员中控实操考试考点和答案
2022小学教师学年工作计划
细集料堆积密度作业指导书(干捣)
电子商务网站需求分析文档
(S版)三年级上册教材介绍
学习心得体会 (2)
第7课《辽、西夏与北宋的并立》习题5
食堂托管方案
幼儿园小班教案《暖暖的太阳》教学设计
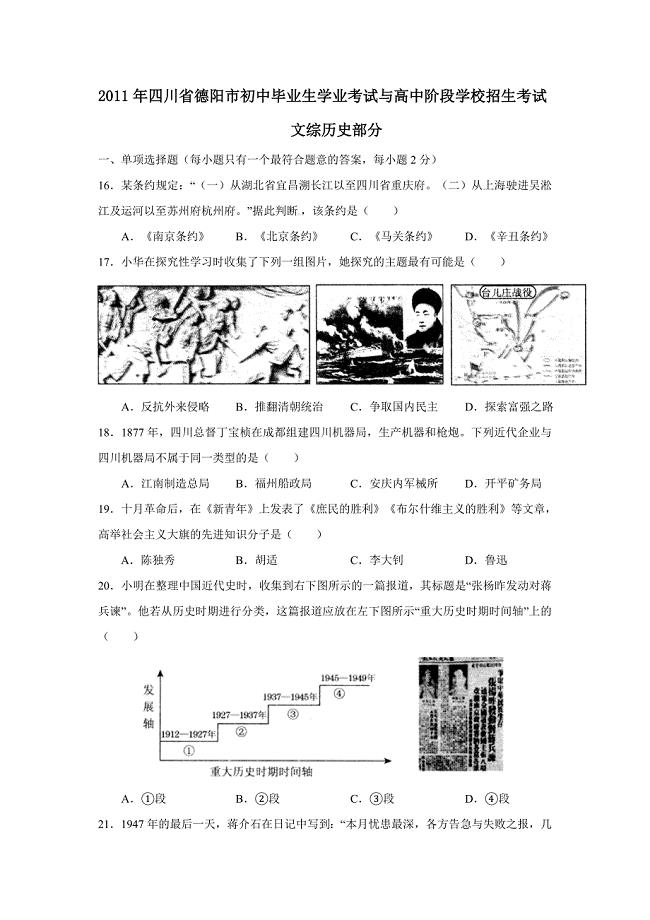
2011德阳中考历史含答案
中国的律师制度内容
新《施工方案》胜龙大厦施工组织设计方案8
人格心理学 考试重点
高考数学知识点回顾复习
XX石油天然气公司机构编制管理暂行办法
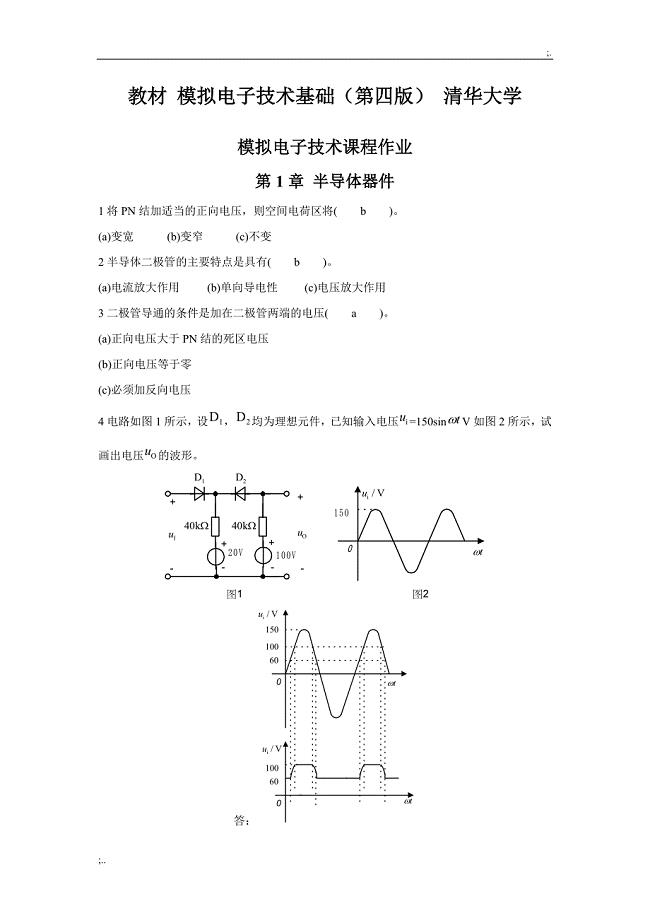
华南理工模拟电子技术平时作业答案
 水泵制造、安装及验收标准
水泵制造、安装及验收标准
2023-06-28 22页
无线通信与网络复习
2024-02-28 8页
豆芽机工作原理生产过程
2022-09-05 2页
伺服电机定义及开环闭环
2023-10-09 2页
焦炭机械强度实验
2023-08-09 2页
LC正弦波振荡器相关知识
2022-09-23 14页
人教版六年级上册《比的意义》说课稿
2022-09-20 7页
共振拐点交叉信号操作系统
2023-05-07 2页
奥漫优悦互动多感官训练系统
2024-01-03 4页
H3C交换机配置代码
2023-10-01 20页