
焊工初级理论学习知识试题
30页
1、焊工初级理论知识试题(一)、判断题(下列判断题中,正确的打”错误的打” X”)1、焊接时产生的弧光是由紫外线和红外线组成的。(X )2、弧光中的紫外线可造成对人眼睛的伤害,引起白内障。(X )3、用酸性焊条焊接时,药皮中的萤在高温下会产生氟化氢有毒气体。( X )4、焊工尘是指焊工长期吸入超过规定浓度的烟尘或粉尘所引起的组织纤维化的病症。(V )5、焊工最常用的工作服是深色工作服,因为深色易吸收弧光。( X )6、为了工作方便,工作服的上衣应紧系在工作裤里边。(X )7、使用耳罩时,务必不要使耳罩软垫圈与周围皮肤贴合。 ( X )8、焊工工作服一般用合成纤维织物制成。( X )9、在易燃易爆场合焊接时,鞋底应有鞋钉,以防滑倒。(X )10、焊接场地应符合安全要求,否则会造成火灾,爆炸,触电事故。( V )11、夹紧工具是扩大或撑紧装配件用的一种工具。( X )12、面罩是防止焊接时的飞溅,弧光及其他辐射对焊工面部及劲部损伤的一种遮蔽工 具。( V )13、焊工推拉闸刀时要面对电闸以便看得清楚。(X )14、焊机的安装,检查应由电工进行,而修理则由焊工自己进行。( X )15、焊工在更换
2、焊条时可以手操作。( X )16、焊条电弧焊施焊前应检查设备绝缘的可靠性,接线的正确性,接地的可靠性,电流调整的可靠性等项目。( V )17、焊条电弧焊中使用的涂有药皮的熔化电极称为焊条。( V ) 18、焊条直径实际是指焊芯的直径。( V )19、焊条直径不同但焊条长度是一样的。(X )20、碱性焊条的工艺性能差,对油,锈及水分很敏感,因此不能用于重要结构的焊接。(X )21、碱性焊条抗气孔的能力比酸性焊条强。(X )22、酸性焊条抗裂纹的能力比碱性焊条差。(V )23、酸性焊条药皮中的氧化性较强,所以不宜焊接合金元素较多的材料。(V )24、根据GB/T-5117碳钢焊条型号是熔敷金属的力学性能,焊接位置,药皮类型和焊 接电流种类来划分的。 ( V )25、“E5015“是碳钢焊条型号完整的表示方法,其中”50 “表示熔敷金属的屈服点和 500Mpa。 ( X )26焊条型号E4303对应的焊条牌号为J422。( V )27、“J422 “是结构钢焊条牌号完整的表示方法,其中“42”表示熔敷金属的抗拉强 度最大值为420 Mpa。( X )28、碳钢焊条一般是按焊缝与母材等强度的原
3、则来选用。(V )29、当接头坡口表面铁锈等难以清理干静时,应选用抗裂性能好的碱性焊条。(X )30、保管焊条的库房要保持一定湿度,要求相对湿度应在60%以下。(V )31、烘干焊条时,焊条应铺成层状,4mm焊条不超过5层。(X )32、储存焊条必须垫高,与地面和墙壁的距离均应大于0.3m。( V )33、所有的焊接接头应用最为广泛。 ( V )34、T形接头能承受各种方向的力和力矩,所以应用最为广泛。(X )35、对于V形坡口,坡口面角度总是等到于坡口角度。(X )36、开坡口的目的主要是保证焊件在厚度方向上全部焊透。 (V )37、低碳钢可采用冷加工方法,也可采用热加工方法备制坡口。 (V ) 38、清除坡口表面的铁,锈,油污,水分的目的是提高焊缝金属强度。 (X )39、焊缝的基本符号是表示焊缝表面开头特征的符号。(X )40、焊缝的辅助符号是说明焊缝的某些特征的符号。(X )41、指向引钱中基准钱的虚钱是画在基准钱实钱的下侧。( X )42、焊条电弧焊的焊接方法代号是”141”。 ( X )43、空载电压高则引弧容易,因此弧焊电源的空载电压越高越好。 ( X )44、焊机空载时
4、,由于输出端没有电流,所以不消耗电能。 ( X )45、弧焊变压器的最高空载电压比弧焊整流器高。 ( X )46、一台焊机只有一条外特性曲线。 ( X )47、一台焊机具有无数条外特性曲线。(V )48、动特性是用来表示弧焊电源对负载瞬变的快速反应能力。(V )49、弧焊电源输出端电压与输出电流之间的关系称为弧焊电源的外特性。 (V )50、弧焊变压器类及弧焊整流器类电源都是以额定焊接电流表示其基本规格。 ( V )51、额定焊接电流是指该电源工作时允许使用的最大焊接电流。 ( X )52、型号BX3400中的” 400”表示使用该焊机时选择的焊接电流 不能超过400A。(X )53、弧焊电源的种类应根据焊条药皮的性质来选择。 ( V )54、低度氢型药皮的焊条只能选用直流弧焊电源。 ( X )55、调节焊接电流实际上是调节电源外特性曲线。 ( V )56、调节焊接电流实际上是调节电弧静特性曲线。 ( X )57、动铁式弧焊变压器当手柄逆时针旋转,铁心向外移动时电流增大。 ( V )58、动铁式弧焊变压器当手柄顺时针旋转,铁心向外移动时电流增大。 ( X )59、动圈式弧焊变压器焊接电
《焊工初级理论学习知识试题》由会员枫**分享,可在线阅读,更多相关《焊工初级理论学习知识试题》请在金锄头文库上搜索。
水厂课程设计报告说明书
加油站安全标准化管理制度(汇编)
槽车管理制度
精细化管理 打造高效课堂
出租房屋合同常用版(8篇)
金寨县城新区三岔河防洪堤治理工程施工组织设计
社区中秋节活动总结标准范文(二篇).doc
年客服部上半年工作总结
电缆排管敷设施工组织设计
四级写作常用句型(汉语版
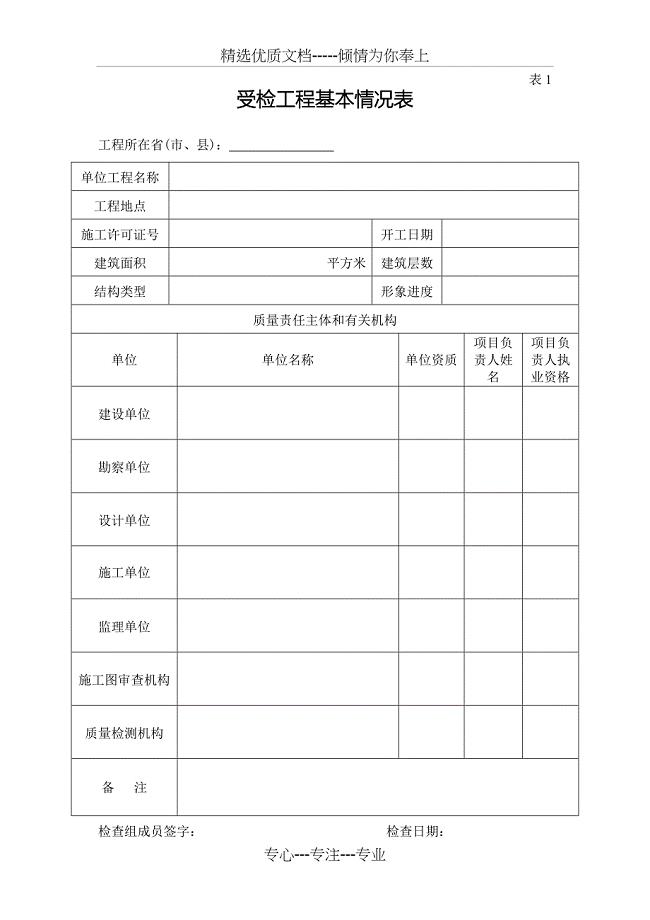
住建部12年5月建设工程质量检查表剖析
资料员2023实习工作总结范本(三篇).doc
东北师范大学22春《青少年心理学》综合作业一答案参考96
小学美术六下第10课葵花朵朵教案
补偿贸易合同
边坡防护及防排水工程作业指导书
新护士个人工作总结例文(3篇).doc
八年级物理下册9.2液体的压强同步复习试题无答案新版新人教版
合成氨条件的选择
2023年工业企业管理制度篇
 信用社冒名贷款处置办法
信用社冒名贷款处置办法
2023-06-17 4页
社区开展环境保护志愿服务宣传活动总结(通用6篇)
2023-04-03 8页
教学计划及班务工作计划Doc1
2023-12-05 10页
合成氨条件的选择
2023-01-24 13页
建设项目环评流程
2023-03-02 9页
薪酬激励体系
2022-08-24 6页
学生学业质量监测体系实施方案
2022-09-20 8页
最新流行歌歌词33首
2023-05-12 7页
2022年五年级小学生个性评语
2022-11-10 12页
现代汉语参考试卷
2024-02-29 6页