
机械制造工艺学试题及答案(四套全)
12页
1、一、是非题 (10 分)1. 建立尺寸链的“最短原则”是要求组成环的数目最少。(v )2. 圆偏心夹紧机构的自锁能力与其偏心距同直径的比值有关。( v)3. 机械加工中,不完全定位是允许的,欠定位是不允许的。( v)4. 装配精度与零件加工精度有关而与装配方法无关。(X )5. 细长轴加工后呈纺锤形,产生此误差的主要原因是工艺系统的刚度( v)6. 由工件内应力造成的零件加工误差属于随机性误差。( v)7. 采用高速切削能降低表面粗糙度。( v)8. 冷塑性变形使工件表面产生残余拉应力。( X )9. 精基准选择原则中“基准重合原则”是指工艺基准和设计基准重合 ( v)10. 分析工件定位被限制的不定度时,必须考虑各种外力对定位的影响。( v)二、填空 (30 分)1. 为减少误差复映,通常采用的方法有: ( 提高毛坯制造精度 ),( 提 高工艺系统刚度 ),( 多次加工 )。2. 达到装配精度的方法有( 互换法 ),( 调整法 ),( 修配法 )。3. 表面质量中机械物理性能的变化包括 ( 加工表面的冷却硬化 ),( 金 相组织变化 ),( 残余应力 )。4. 机床主轴的回转误差分为
2、( 轴向跳动 ),( 径向跳动 ),( 角度 摆动5. 机械加工中获得工件形状精度的方法有( 轨迹法),(成型法), (展成法)。6. 机床导轨在工件加工表面( 法线)方向的直线度误差对加工精度影响 大,而在(切线)方向的直线度误差影响小。8. 夹具对刀元件的作用是确定(刀具)对(工件)的正确加工位置。9. 应用点图进行误差分析时X和R的波动反映的是(变值性误差的变 化)和(随机性误差)的分散程度。1=划分工序的主要依据是 工作地点是否改变 和(工件是否连续完成)。六、(10分)车削一批轴的外圆,其尺寸要求为20士 0.06若此工序尺寸呈正态分布,公差带中心大于分布中心,其偏值8=0.03mm,均方根差(r=0.02mm,求:0,03(1) 这批工件的废品率是多少?(2) 指出该工件常值系统误差和随机(3)可采取什么改进措施以消除废品?误差的大小;X X11.522.53F0.34130.43320.47720.49830.5x x19.94 19.970.03 彳 口1.5解:(1)0.020.02查F10.4332则F10.5F10.5 0.43320.0668废品率为R0.066
3、8(2) C xx 19.97200.03S 6 6 0.02 0.12(3) 采用将刀具朝着尺寸变化的方向调整0.015即直径上增加0.03),使X与 公差带中心重合以消除废品。题号一二三四五六七八九十合计分数一、是非题(10分)1在相同的工艺条件下,加工后的工件精度与毛坯的制造精度无关。(X )2由于冷校直而产生的工件表面应力为拉应力。(X )3定尺寸刀具的制造误差引起的工件加工误差属于常值系统性误差。(V )4表面粗糙度小的表面质量就好。(X )5细长轴加工后呈纺锤形,产生此误差的主要原因是工艺系统的刚度。(V )6斜楔夹紧机构的自锁能力只取决于斜角,而与长度无关。(V )7工序分散则使用的设备数量多,生产准备工作量大。(V )8工件在夹具中定位时,其自由度是由引导和对刀元件来限制的。(X )9. V型块定位,工件在垂直于V型块对称面方向上的基准位移误差等于零。(V )10装配精度与装配方法无关,取决于零件的加工精度。(x )二、填空(20分)1轴类零件、盘类零件和箱体类零件加工时,其常见的统一基准分别为:()、()、()。3分组选配法装配对零件的()要求不高,而可获得较高的装配
4、精度。4机床导轨在加工表面()方向的直线度误差对加工精度影响大,而在()方向上的直线度误差影响小。5. 应用点图进行误差分析时,X和R的波动反映的是()和()的分 散程度。8生产类型为()生产时,极少采用夹具,一般用划线及试切法达到精 度要求。9.工艺系统热变形和刀具磨损都属于工艺系统的()误差,对工件加工误差而言,造成()系统性误差。四、(15分)有一批轴,它的尺寸为180Oo.o24mm,属正态分布,且分布范围与公差带大小相等,设分布中心与公差带中心不重合,相差5微米,求其废品率有多少?解:0.02460.0040007 1.750.004F=0.4599X X11.251.501.752.0F0.34310.39440.43320.45990.4772F/0.5 F 0.5 0.45990.0401题号一二三四五六七八九十合计分数一、是非题(10分)1. 当采用一面双销定位时,工件两孔的孔心距为2000.5,那么夹具中两销的销 心 距 应 为20.25 士0.1。(v)2. 喷丸加工,工件表面产生拉应力。(x )3. 在车削加工中,工艺系统刚度是指法向切削力Py与其引起的位移y的
《机械制造工艺学试题及答案(四套全)》由会员夏**分享,可在线阅读,更多相关《机械制造工艺学试题及答案(四套全)》请在金锄头文库上搜索。
2023仓库管理员个人工作计划标准模板(二篇)
广东广州开发区水质监测中心第四次招考聘用编外人员2人模拟考试练习卷及答案(第5套)
经费申请书申请书
天津市南开区长治里小学付学颖第四期小数作业
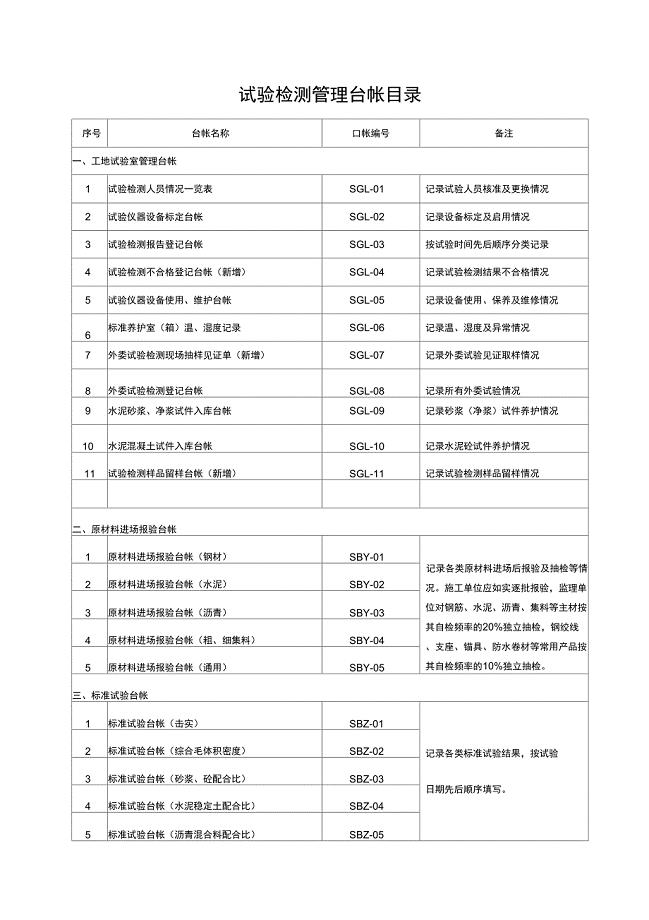
试验室管理台帐
公司技术部门工作计划(3篇).doc
老师个人职位工作总结
多媒体会议方案
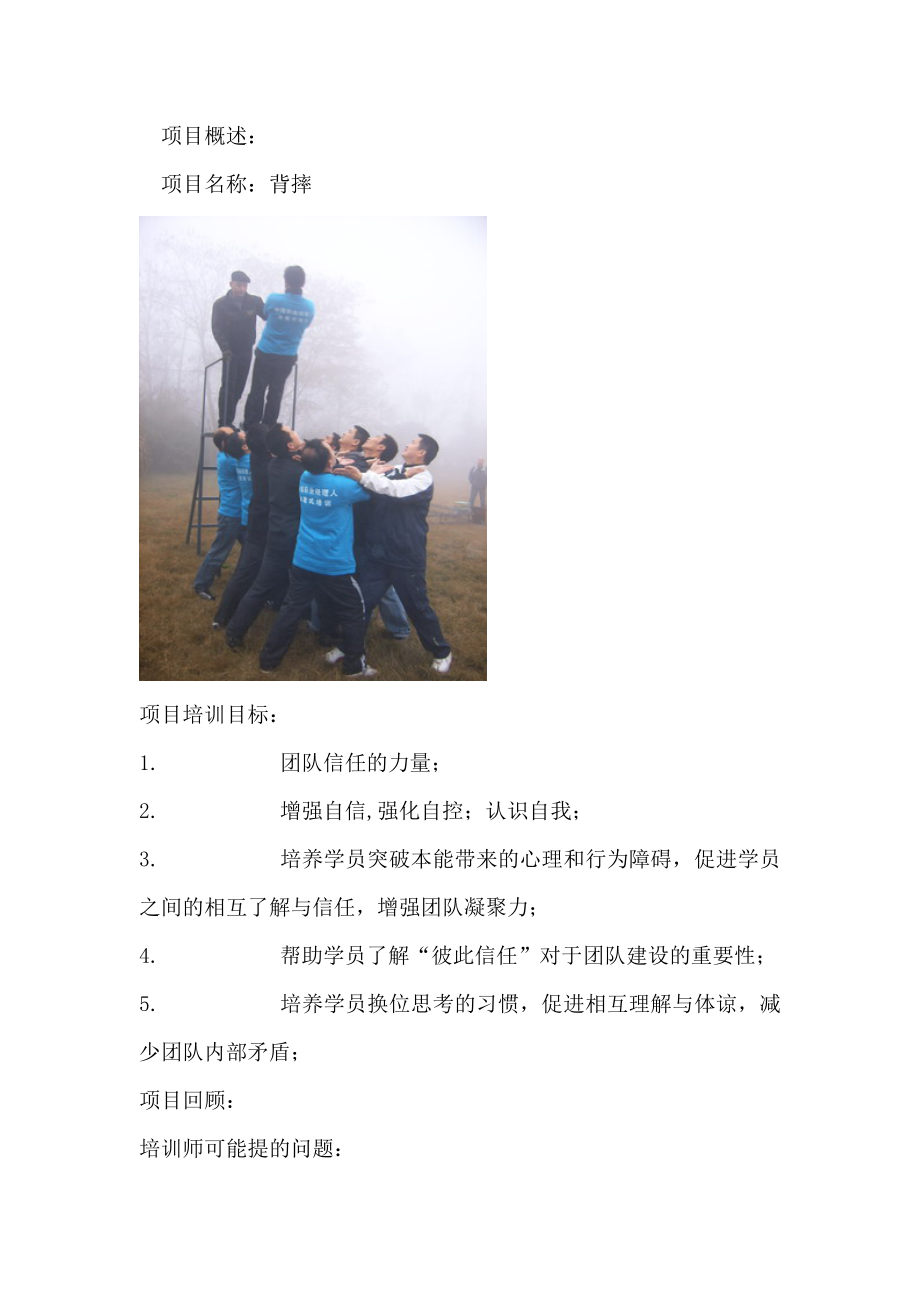
拓展项目概述

河南省商丘市永城市龙岗镇七年级英语上册Unit1ThisismeIntegratedskillsandStudyskills基础巩固练习无答案新版牛津版
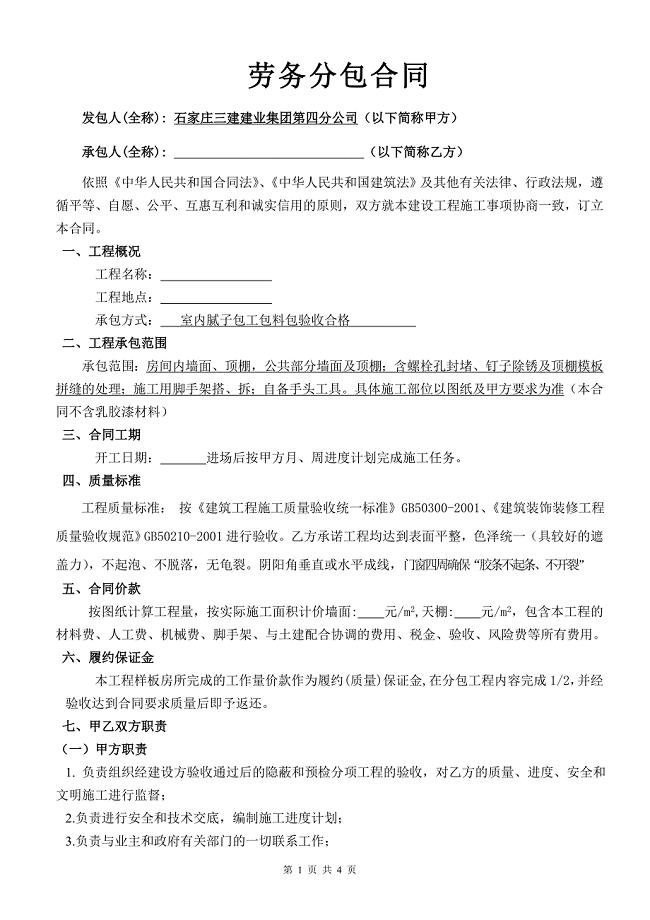
内墙腻子分包合同
我的教育教学故事20篇
融资资金使用计划范本规范
氧气、乙炔气安全防火制度二
<<平面镜成像>>一个很值得学习的说课课件.简洁明了
2022年司法考试考前密押冲刺卷47
2023年杭州滨江区口碑好的一对一家教电话高二数学解题方法指导-高二数学教学视频
拉管施工工艺工法详解
中小学法律知识竞赛活动总结
《再别康桥》导学案
 综合监控系统高级试题及答案
综合监控系统高级试题及答案
2023-07-16 9页
小学6月安全教育国旗下讲话稿4篇(开学安全教育国旗下讲话稿小学)
2023-06-03 8页
煤矿职业健康管理制度
2024-02-27 29页
2023年年度关于社会调查报告
2024-02-22 14页
职工董事年度述职报告
2022-10-09 13页
简单的员工劳动合同范本.doc
2023-03-17 32页
电力线路工程施工质量检查和评级记录表
2023-07-10 53页
家具供货合同
2023-06-18 4页
2023年世界无烟日活动策划方案范文(年5篇全文)
2023-11-09 14页
高二学生旷课检讨书范文3篇(关于旷课的检讨高中生)
2023-06-01 12页