
焊接基础知识问答-基础知识
22页
1、焊接基础知识问答-基础知识1.什么叫焊接?答:两种或两种以上材质(同种或异种),通过加热或加压或二者并用,来达到原子之间的结合而形成永久性连接的工艺过程叫焊接.2.什么叫电弧?答:由焊接电源供给的,在两极间产生强烈而持久的气体放电现象叫电弧。1按电流种类可分为:交流电弧、直流电弧和脉冲电弧。2按电弧的状态可分为:自由电弧和压缩电弧(如等离子弧)。3按电极材料可分为:熔化极电弧和不熔化极电弧。3.什么叫母材?答:被焊接的金属-叫做母材。4.什么叫熔滴?答:焊丝先端受热后熔化,并向熔池过渡的液态金属滴-叫做熔滴。5.什么叫熔池?答:熔焊时焊件上所形成的具有一定几何形状的液态金属部分-叫做熔池。6.什么叫焊缝?答:焊接后焊件中所形成的结合部分。7.什么叫焊缝金属?答:由熔化的母材和填充金属(焊丝、焊条等)凝固后形成的那部分金属。8.什么叫保护气体?答:焊接中用于保护金属熔滴以及熔池免受外界有害气体(氢、氧、氮)侵入的气体-保护气体。9.什么叫焊接技术?答:各种焊接方法、焊接材料、焊接工艺以及焊接设备等及其基础理论的总称叫焊接技术。10.什么叫焊接工艺?它有哪些内容?答:焊接过程中的一整套工艺
2、程序及其技术规定。内容包括:焊接方法、焊前准备加工、装配、焊接材料、焊接设备、焊接顺序、焊接操作、焊接工艺参数以及焊后处理等。11.什么叫CO2焊接?答:用纯度 99.98% 的CO2做保护气体的熔化极气体保护焊称为CO2焊。12.什么叫MAG焊接?答:用混合气体75-95% Ar + 25-5 % CO2 ,(标准配比:80%Ar + 20%CO2 )做保护气体的熔化极气体保护焊称为MAG焊。13.什么叫MIG焊接?答:1用高纯度氩气Ar 99.99%做保护气体的熔化极气体保护焊接铝及铝合金、铜及铜合金等有色金属;2用98% Ar + 2%O2 或95%Ar + 5%CO2做保护气体的熔化极气体保护焊接实心不锈钢焊丝的工艺方法-称为MIG焊。3用氦+氩惰性混合气做保护的熔化极气体保护焊。14.什么叫TIG(钨极氩弧焊)焊接?答:用纯钨或活化钨(钍钨、铈钨、锆钨、镧钨)作为不熔化电极的惰性气体保护电弧焊,简称TIG焊。15.什么叫SMAW(焊条电弧焊)焊接?答:用手工操纵焊条进行焊接的电弧焊方法。16.什么叫碳弧气刨?答:使用碳棒作为电极,与工件间产生电弧,用压缩空气(压力0.50.7
3、Mpa)将熔化金属吹除的一种表面加工的方法。常用来焊缝清根、刨坡口、返修缺陷等。17.为什么CO2焊比焊条电弧焊效率高?答:1CO2焊比焊条电弧焊熔化速度和熔化系数高1-3倍;2坡口截面比焊条减小50%,熔敷金属量减少1/2;3辅助时间是焊条电弧焊的50%。三项合计:CO2焊的工效与焊条电弧焊相比提高倍数2.02-3.88倍18.为什么CO2焊接接头比焊条电弧焊的焊接接头质量好?答:CO2焊缝热影响区小,焊接变形小;CO2焊缝含氢量低(1.6ML/100g),气孔及裂纹倾向小;CO2焊缝成形好,表面及内部缺陷少,探伤合格率高于焊条电弧焊。19.为什么CO2焊比焊条电弧焊的综合成本低?答:1坡口截面积减少36-54%, 节省填充金属量;2降低耗电量65.4%;3设备台班费较焊条电弧焊降低67-80%,降低成本20-40%;4减少人工费、工时费,降低成本10-16%;5节省辅助工时、辅料消耗及矫正变形费用;综合五项,CO2焊能使焊接总成本降低 39.6-78.7%,平均降低59%。20.什么叫低频脉冲?适用哪些焊接?答:脉冲频率在0.530Hz的脉冲电弧叫作低频脉冲焊接。主要用于不锈钢、钢
4、和钛等有色金属的TIG焊。21.什么叫中频脉冲?适用哪些焊接?答:脉冲频率在30-500Hz的脉冲电弧叫作中频脉冲焊接。由于具有电弧压缩效应,电弧集中,挺度好,主要用于薄件不锈钢、钢和钛等有色金属的TIG焊和不锈钢和铝及铝合金的MIG焊。22.为什么CO2焊接有飞溅?答:焊丝端部的熔滴与熔池短路接触(短路过渡),由于强烈过热和磁收缩的作用使熔滴爆断,产生飞溅。CO2焊机的输出电抗器和波形控制可以将飞溅降低至最小程度。23.为什么MIG/MAG大电流焊接才能实现射流过渡,无飞溅?答:MIG/MAG焊接时,各种金属均具有短路过渡转变为射流过渡的临界电流值(如:1.2碳钢、不锈钢焊丝,电流I260280A),此时电弧呈射流过渡状态,实现无飞溅焊接。24.为什么MIG/MAG小电流焊接要用带脉冲的电源才能实现射流过渡,无飞溅?答:MIG/MAG焊接,焊接电流低于临界电流值时,采用带脉冲的电源,其脉冲电流大于临界电流值,电弧也能呈射流过渡状态,实现无飞溅焊接(如:使用松下AG2/GE2脉冲MIG/MAG焊机,1.2碳钢、不锈钢、铝及铝合金焊丝在电流I80A时已实现脉冲射滴过渡,其脉冲电流Ip35
《焊接基础知识问答-基础知识》由会员m****分享,可在线阅读,更多相关《焊接基础知识问答-基础知识》请在金锄头文库上搜索。
汽车打蜡步骤
消防安全通道专项整治工作总结

正交试验设计与数理统计作业
2022关于出纳年终工作总结汇总五篇
净饮机、项目商业计划书写作模板

轴线、标高复核记录
(人教PEP)四年级英语上册句型专项
浅谈新课程背景下农村薄弱学校如何提高教学质量的几点看法
齐齐哈尔风电项目可行性研究报告(DOC 68页)
2022年竞聘演讲稿:组织委员竞
2023年管理员工作计划范文(七篇).doc
初二成绩下滑的原因
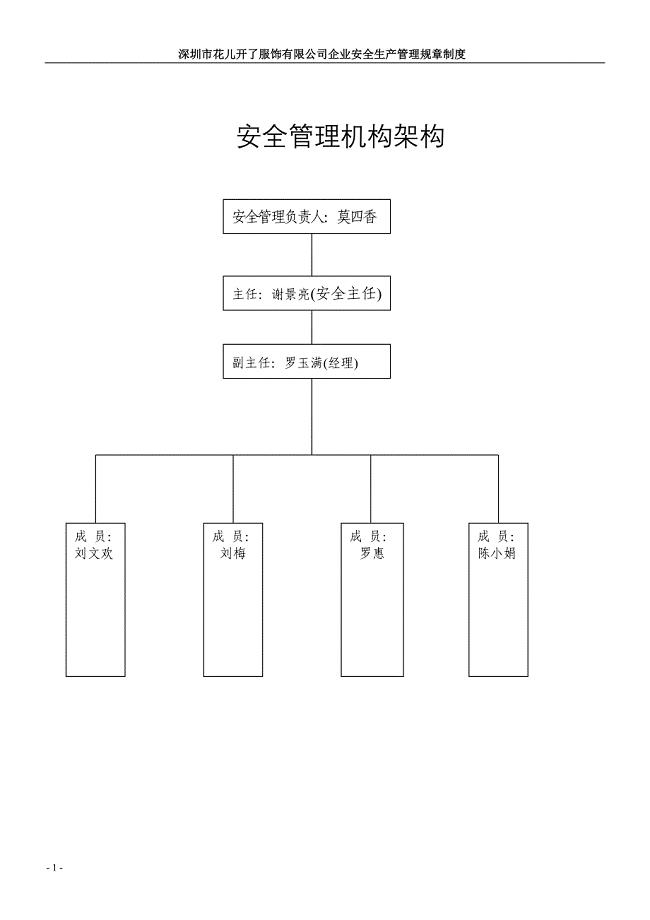
某服饰有限公司企业安全生产管理规章制度
家具购买合同
2023年期末班主任工作总结(三篇).doc
保安用工合同模板(6篇)
浙江省南瑞实验20102011学八级语文上学期期中检测卷
关于购销合同标准文本
语言训练中词语的内化
大学生放飞梦想演讲稿范文5篇
 风湿病偏方
风湿病偏方
2024-01-27 6页
团支部主题团日活动流程简表
2022-10-23 4页
文广新局年度爱国卫生工作总结
2023-03-28 5页
验光技师论文
2022-11-11 8页
高师篮球专业课程标准
2023-12-03 6页
致网络朋友的一封信
2022-12-12 3页
计算题(修订版)
2022-08-19 23页
铸铁暖气片与钢制比较
2023-04-26 2页
《有效课堂管理
2023-07-21 9页
2020年度第二学期卫生保健工作总结(精选3篇
2023-07-24 6页