
注射成型的原理、特点、工艺及应用
6页
1、塑料成型工艺讨论课报告注射成型的原理、特点、应用及工艺过程 姓名:1. 注射成型原理 将粒状或粉状的塑料加入到注射机的料斗,在注射机内塑料受热熔融并使之保持流动状态,然后在一定压力下注人闭合的模具,经冷却定型后,熔融的塑料就固化成为所需的塑件。2. 注射成型特点 注射成型的生产周期短,生产率高,采用注射成型可以生产形状复杂,尺寸要求高及带有各种嵌件的塑件,这是其它塑料成型方法都难以达到的;其次,注射成型在生产过程容易实现自动化,如注射、脱模、切除浇口等操作过程都可实现自动化,因而注射成型得到了广泛的应用。 2.1 优点: 成型周期短、生产效率高、易实现自动化 能成型形状复杂、尺寸精确、带有金属或非金属嵌件的塑料制件 产品质量稳定 适应范围广 2.2 缺点: 注塑设备价格较高; 注塑模具结构复杂; 生产成本高、生产周期长、不适合于单件小批量的塑件生产。3. 应用 除少数热塑性塑料(氟塑料)外,几乎所有的热塑性塑料都可以用注射成型方法生产塑件。注射成型不仅用于热塑性塑料的成型,而且已经成功地应用于热固性塑料的成型。目前,其成型制品占目前全部塑料制品的2030。为进一步扩大注射成型塑件的范围
2、,还开发了一些专门用于成型有特殊性能或特殊结构要求塑件的专用注射技术如高精度塑件的精密注射、复合色彩塑件的多色注射、内外由不同物料构成的夹芯塑件的夹芯注射和光学透明塑件的注射压缩成型等。4. 注射成型工艺过程 4.1 成型前准备 原料外观检验及工艺性能测定:包括塑料色泽、粒度及均匀性、流动性(熔体指数、粘度)热稳定性及收缩率的检验。 塑料预热和干燥:除去物料中过多的水分和挥发物,以防止成型后塑件表面有缺陷或发生降解,影响塑料制件的外观和内在质量。 物料干燥的方法:小批量生产,采用烘箱干燥;大批量生产,采用沸腾干燥或真空干燥。 料筒清洗:当改变产品、更换原料及颜色时均需清洗料筒。 嵌件预热:减少物料和嵌件的温度差,降低嵌件周围塑料的收缩应力,保证塑件质量。 脱模剂的选用:常用脱模剂包括硬脂酸锌、液态石蜡和硅油。4.2 注射过程 加料:将粒状或粉状塑料加入注射机的料斗。 塑化:通过注射机加热装置的加热,使得螺杆中的塑料原料熔融,成为具有良好的可塑性的塑料熔体 。 充模:塑化好的塑料熔体在注射机柱塞或螺杆的推动作用下,以一定的压力和速度经过喷嘴和模具的浇注系统进入并充满模具型腔。 保压补缩:
3、从熔体充满型腔后,在注射机柱塞或螺杆推动下,熔体仍然保持压力进行补料,使料筒中的熔料继续进入型腔,以补充型腔中塑料的收缩需要,并且可以防止熔体倒流。 浇口冻结后的冷却:经过一段时间使型腔内的熔融塑料凝固成固体,确保当脱模时塑件有足够的刚度,不致产生翘曲或变形。 脱模:塑件冷却到一定的温度,推出机构将塑件推出模外。 4.3 塑件后处理 后处理原因及作用: 由于塑化不均匀或由于塑料在型腔内的结晶、取向和冷却不均匀;或由于金属嵌件的影响或由于塑件的二次加工不当等原因,塑件内部不可避免地存在一些内应力,从而导致塑件在使用过程中产生变形或开裂,因此,应该设法消除。 退火处理:将塑件在定温的加热液体介质(如热水、热油和液体石蜡等)或热空气循环烘箱中静置一段时间,然后缓慢冷却至室温的一种热处理工艺。a) 温度:高于使用温度1015或低于热变形温度1020。b) 时间:与塑料品种和塑件厚度有关一般可按每毫米约半小时计算。c) 作用:消除塑件的内应力,稳定塑件尺寸,提高结晶度、稳定结晶结构,从而提高其弹性模量和硬度。 调湿处理:将刚脱模的塑件放入加热介质(如沸水、醋酸钾溶液)中,加快吸湿平衡速度的一种后
《注射成型的原理、特点、工艺及应用》由会员hs****ma分享,可在线阅读,更多相关《注射成型的原理、特点、工艺及应用》请在金锄头文库上搜索。
2022第9周国旗下的讲话以美育人以诚待考参考发言稿.docx
05混凝土工安全技术交底.doc
相交线教学设计(刘连芳).doc
验光员高级试卷
小学数学三年级上册期末测试.doc
高三年级第一学期语文第四次月考试卷.doc
2022年中学冬防工作方案范本
中国银行业监管管理委员会
第五节 海上运输保险合同.doc

初中八年级数学上册期末模拟考试(及答案).doc
第六册第三单元教案.doc
四年级数学下册第四单元观察物体练习题.doc
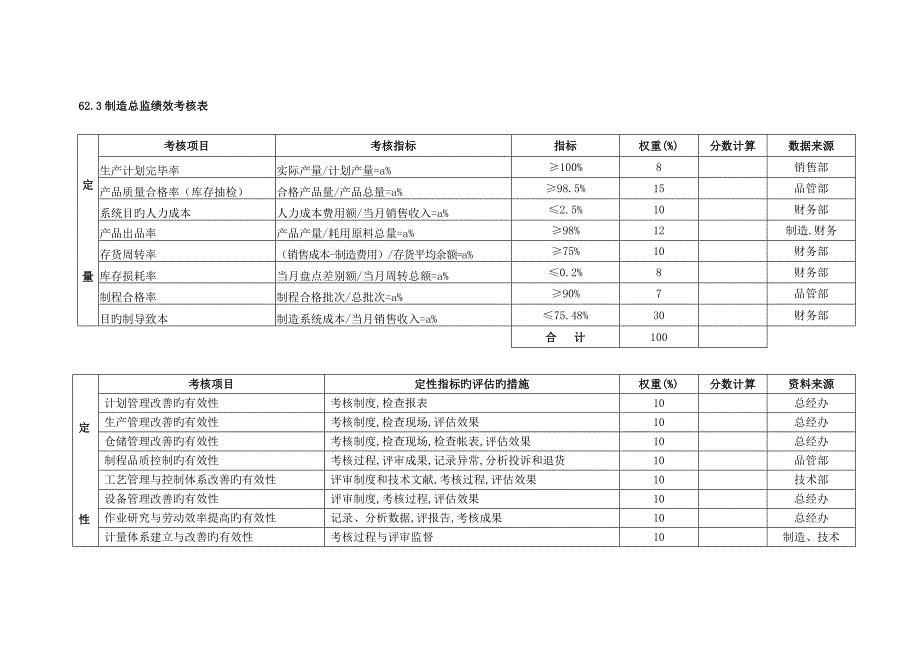
制造企业绩效考评表
六年级数学下册第三单元测试卷.doc
连云港市带电梯商品房买卖合同(汇编14篇).docx
SPC管制图和统计(共6页)
模糊综合评价法的实际应用
科室临床教学计划

创建全国文明城市及全国未成年人思想道德建设工作测评调查问卷(家长卷)
10、《爬山虎的脚》第二课时.docx
 大广高速公路龙杨段(赣粤界)B4标实施性施工组织设计
大广高速公路龙杨段(赣粤界)B4标实施性施工组织设计
2022-08-23 98页
XX公司应急能力评估报告
2023-10-08 9页
垂直于弦的直径——说课稿
2022-10-09 5页
超市食品进货查验记录制度
2024-01-11 2页
工程经济之财务净现值指标计算
2022-10-06 4页
食品工程原理实验
2022-10-19 14页
沪科版八年级物理大气压强基础巩固练习题
2022-08-15 3页
扬尘治理及安全文明施工方案【资料研究】
2023-01-05 9页
普通高校校园规划建筑面积指标
2023-07-05 15页
小学三年级体育课教案
2023-09-14 66页