
焊工取证上岗培训(第四章)
14页
1、第四节 定位焊与定位焊缝焊前为固定焊件的相对位置进行的焊接操作叫定位焊,俗称点固焊。定位焊形成的短小而断续的焊缝叫定位焊缝,也叫点固焊缝。通常定位焊缝都比较短小,焊接过程中都不去掉,而成为正式焊缝的一部分保留在焊缝中,因此定位焊缝的质量好坏、位置、长度和高度等是否合适,将直接影响正式焊缝的质量及焊件的变形。根据经验,生产中发生的一些重大质量事故,如结构变形大,出现未焊透及裂纹等缺陷,往往是定位焊不合格造成的,因此对定位焊必须引起足够的重视。焊接定位焊缝时必须注意以下几点: 必须按照焊接工艺规定的要求焊接定位焊缝。如采用与工艺规定的同牌号,同直径的焊条,用相同的焊接工艺参数施焊;若工艺规定焊前需预热,焊后需缓冷,则焊定位焊缝前也要预热,焊后也要缓冷。 定位焊缝必须保证熔合良好,焊道不能太高, 起头和收尾处应圆滑不能太陡,防止焊缝接头时两端焊不透。 定位焊缝的长度、余高度、间距见表1-4-4。表1-4-4定位焊缝的参考尺寸()焊件厚度定位焊缝余高定位焊缝长度定位焊缝间距44510501004123610201002001261530200300定位焊缝不能焊在焊缝交叉处或焊缝方向放生急剧变
2、化的地方,通常至少应离开这些地方50mm才能焊定位焊缝。为防止焊件过程中工件裂开,应尽量避免强制装配,必要时可增加定位焊缝的长度,并减小定位焊缝的间距。定位焊后必须尽快焊接,避免中途停顿或存放时间过长、定位焊用电流可比焊接电流大1015。第五节 单面焊双面成形操作技术 焊接锅炉及压力容器等结构时,有时要求焊接接头完全焊透,以满足受压部件的质量和性能要求。但由于构件尺寸和形状的限制,如小直径容器,管道在里面无法施焊,只能在容器外侧进行焊接。如果在外侧采用常规的单面焊法,里面会焊不透,存在咬边和焊瘤等缺陷。不能满足焊接质量的要求。单面焊双面成形操作技术是采用普通焊条,以特殊的操作方法,在坡口背面没有任何辅助措施的条件下,在坡口的正面进行施焊,焊后保证坡口的正、反两面都能得到均匀整齐、成形良好,符合质量要求的焊缝的焊接操作方法。它是手工电弧焊中难度较大的一种操作技术。使用于无法从背面清除焊根并重新进行焊接的重要焊件。1980年国家劳动总局颁发的锅炉压力容器焊工考试规则,提出了这项操作技能的培训和考核要求,从而开始全面推广了单面焊双面成形焊接技术。一、单面焊双面成形接头形式 使用于手工电弧焊单
3、面焊双面成形的接头形式,主要有板状对接接头(图1-4-7a),管装对接接头(图1-4-7b),骑座式管板接头(图1-4-7c)。按接头位置不同可进行平焊、立焊、横焊和仰焊等位置焊接。 手工电弧焊单面焊双面成形焊接方法一般用于V形坡口对接焊,适用于容器壳内体板状对焊接,小直径容器环缝及管道对接焊,容器接管的管板焊接。 单面焊双面成形在焊接方法上与一般的平、立、横、仰焊有所不同,但操作要点和要求基本一致,焊缝内不应出现气孔、夹渣、根部应均匀焊透,背面不应有焊瘤和凹陷等。 图1-4-7 单面焊双面成形的基本接头形式 a)板状对接接头 b)管状对接接头 c)管板接头二、连弧焊和断弧焊特点 进行单面焊双面成形焊接时,第一层打底焊道焊接是操作的关键,在电弧高温和吹力的作用下,坡口根部部分金属被溶化形成金属熔池,在熔池前沿会产生一个略大于坡口装配间隙的孔洞,称为熔孔,如图1-4-8所示。焊条药皮溶化时所形成的熔渣和气体可以通过熔孔对焊缝背面有效保护。同时,工件背面焊道的质量由熔孔尺寸大小、形状、移动均匀程度决定。 图1-4-8 熔孔位置及大小 1焊缝 2熔池 3熔孔 单面焊双面成形,按照第一层打底焊
4、时的操作手法不同,可分为连续施焊法(又称连弧焊法)和间断灭弧施焊法(又称断弧焊法)两种。 1. 连弧焊 连弧焊法在焊接过程中电弧连续燃烧,不熄灭,采取较小的坡口钝边间隙,选用较小的焊接电流,始终保持短弧连续施焊。连弧焊仅要求焊工保持平稳和均匀的运条,操作手法没有较大变化,容易掌握。焊缝背面形成比较细密、整齐,能够保证焊缝内部质量要求,但如果操作不当,焊缝背面易造成未焊透或未熔合现象。 2. 断弧焊 断弧焊法在焊接过程中,通过电弧反复交替燃烧与熄灭并控制熄弧时间,从而控制熔池的温度、形状和位置,以获得良好的背面成形和内部质量。短弧焊采取的坡口钝边间隙比连弧焊稍大,选用的焊接电流范围也较宽,使电弧具有足够的穿透能力。在进行薄板、小直径管焊接和实际产品装配间隙变化较大的条件下,采用断弧焊法施焊更显得灵活和适用。由于断弧焊操作手法变化较大,掌握起来有一定难度,要求焊工具有较熟练的操作技术。第六节 各种位置的焊接焊接空间不同位置的焊接接头,虽然具有各自不同的特点,但也具有共同的规律,其共同规律就是保持正确的焊条角度,掌握好运条的三个动作,控制熔池表面形状、大小和温度,使熔池金属的冶金反应较完全,
《焊工取证上岗培训(第四章)》由会员pu****.1分享,可在线阅读,更多相关《焊工取证上岗培训(第四章)》请在金锄头文库上搜索。
初中数学教师年度工作总结报告范文(2篇).doc
在语言活动中培养幼儿创造性思维
隧道支护安全要求
运营管理试题
电子科技大学21秋《数控技术》基础在线作业一答案参考95
骨科护师年终个人总结
2022年06月湖南邵东县卫计系统招聘医护人员合格历年参考题库答案解析
锚喷支护工操作规程5篇
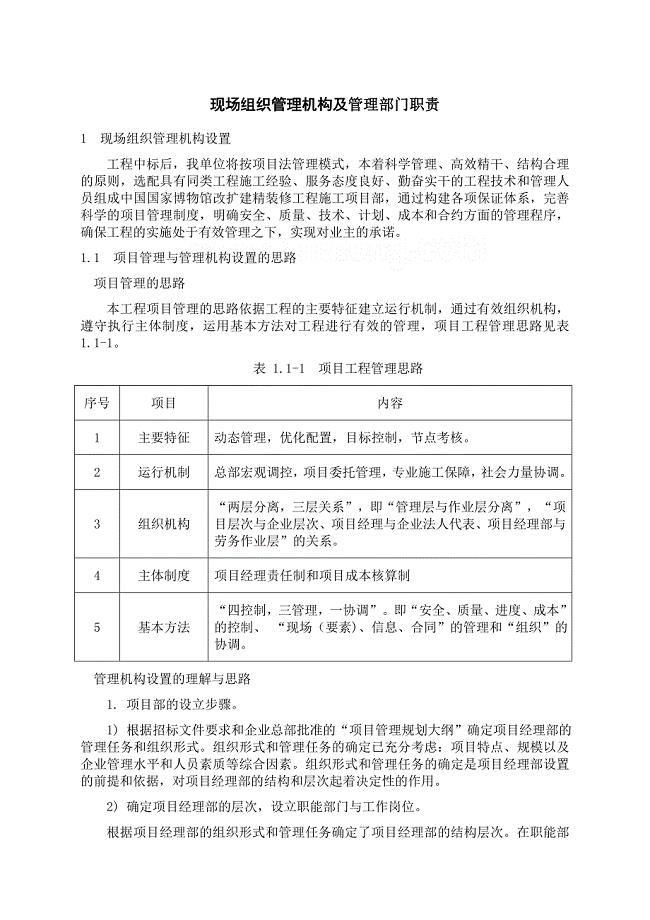
e建筑工程施工现场组织管理机构及管理部门职责secret
硬笔书法社团教案:木字旁的写法
有关简洁辞职报告汇总九篇
2022公司老员工辞职报告范文3篇(公司职员辞职报告范文)
电气工作票与操作票管理制度
学校法制宣传简报
让生活更美好作文5六年级
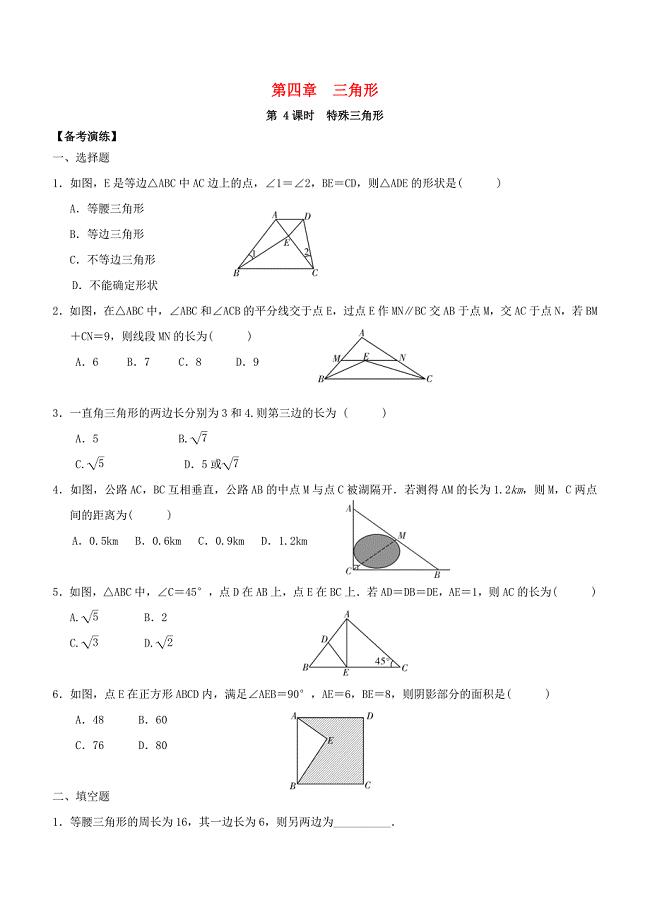
广东省2018中考数学总复习第四章三角形第4课时特殊三角形备考演练
全自动水性覆膜机安全操作规程

员工培训需求调查表模板
LED照明产品项目策划书-(8)(DOC 85页)
(济宁专版)2019年中考生物 第三单元 第四章模拟实训
 红外热成像基础知识
红外热成像基础知识
2022-10-28 7页
北京首钢氧气厂简介
2023-02-20 5页
我国铁矿石资源供给形势
2023-08-05 4页
【整理版施工方案】装饰工程施工组织计划书80830
2022-10-15 18页
(方案)路基石方爆破工程安全专项施工方案
2024-01-23 22页
【精品施工方案】前潮悬挑脚手架施工方案
2022-12-25 20页
医院感染知识考试试题(行管后勤类)附答案
2023-07-04 4页
中望CAD机械将出新版增强机械功能成亮点
2023-08-20 4页
塑料自吸泵型号及参数
2022-08-25 12页
路基排水工程技术交底10.8
2022-08-11 10页