
焊接机器人的应用
7页
1、焊接机器人的应用焊接机器人技术的发展我国开发工业机器人晚于美国和日本,起于 20 世纪 70 年代,早期是大学和科研院所的自发性的研究。到 80 年代中期,全国没有一台工业机器人问世。而在国外,工业机器人已经是个非常成熟的工业产品, 在汽车行业得到了广泛的应用。 鉴于当时的国内外形势,国家“七五”攻关计划将工业机器人的开发列入了计划,对工业机器人进行了攻关,特别是把应用作为考核的重要内容,这样就把机器人技术和用户紧密结合起来,使中国机器人在起步阶段就瞄准了实用化的方向。 与此同时于1986年将发展机器人列入国家 863 高科技计划。在国家863 计划实施五周年之际,邓小平同志提出了 发展高科技,实现产业化 的目标。 在国内市场发展的推动下, 以及对机器人技术研究的技术储备的基础上,863 主题专家组及时对主攻方向进行了调整和延伸, 将工业机器人及应用工程作为研究开发重点之一, 提出了以应用带动关键技术和基础研究的发展方针, 以后又列入国家 八五 和 九五 中。经过十几年的持续努力,在国家的组织和支持下,我国焊接机器人的研究在基础技术、控制技术、关键元器件等方面取得了重大进展,并已进入使
2、用化阶段,形成了点焊、弧焊机器人系列产品,能够实现小批量生产。焊接机器人的应用状况我国焊接机器人的应用主要集中在汽车、摩托车、工程机械、铁路机车等几个主要行业。汽车是焊接机器人的最大用户,也是最早用户。早在70 年代末,上海电焊机厂与上海电动工具研究所,合作研制的直角坐标机械手,成功地应用于上海牌轿车底盘的焊接。一汽是我国最早引进焊接机器人的企业,1984年起先后从KUK公司引进了 3台点焊机器人,用于当时“红旗牌”轿车的车身焊接和“解放牌”车身顶盖的焊接。 1986年成功将焊接机器人应用于前围总成的焊接, 并于 1988年开发了机器人车身总焊线。 80 年代末和 90年代初,德国大众公司分别与上海和一汽成立合资汽车厂生产轿车,虽然是国外的二手设备,但其焊接自动化程度与装备水平,让我们认识到了与国外的巨大差距。随后二汽在货车及轻型车项目中都引进了焊接机器人。 可以说90年代以来的技术引进和生产设备、工艺装备的引进使我国的汽车制造水平由原来的作坊式生产提高到规模化生产,同时使国外焊接机器人大量进入中国。由于我国基础设施建设的高速发展带动了工程机械行业的繁荣,工程机械行业也成为较早引用焊接
3、机器人的行业之一。近年来由于我国经济的高速发展,能源的大量需求,与能源相关的制造行业也都开始寻求自动化焊接技术,焊接机器人逐渐崭露头角。铁路机车行业由于我国货运、客运、城市地铁等需求量的不断增加,以及列车提速的需求,机器人的需求一直处于稳步增长态势。据2001 年统计,全国共有各类焊接机器人1040 台, 汽车制造和汽车零部件生产企业中的焊接机器人占全部焊接机器人的76%。在汽车行业中点焊机器人与弧焊机器人的比例为3: 2,其他行业大都是以弧焊机器人为主,主要分布在工程机械(10%)、摩托车(6%)、铁路车辆(4%)、锅炉(1%)等行业。焊接机器人也主要分布在全国几大汽车制造厂,从中还能看出,我国焊接机器人的行业分布不均衡,也不够广泛。进入 21 世纪由于国外汽车巨头的不断涌入,汽车行业迅猛发展, 我国汽车行业的机器人安装台数迅速增加, 2002、 2003、 2004 年每年都有近千台的数量增长。估计我国目前焊接机器人的安装台数在4000 台左右。汽车行业焊接机器人所占的比例会进一步提高。目前在我国应用的机器人主要分日系、 欧系和国产三种。 日系中主要有安川、OTC、 松下、FANU
4、C不二越、川崎等公司的产品。欧系中主要有德国的 KUKA CLOOS瑞典的ABB 意大利的COMAU奥地利的IGM公司。国产机器人主要是沈阳新松机器人公司产品。目前在我国应用的工业机器人中,国产机器人的数量不足100 台,特别是近两年新安装的机器人焊接系统中已经看不到中国机器人的身影,虽然我国已经具有自主知识产权的焊接机器人系列产品,但却不能批量生产,形成规模,有以下几个主要原因:国内机器人价格没有优势。近10年来,进口机器人的价格大幅度降低,从每台 78万 美元降低到23万美元,使我国自行制造的普通工业机器人在价格上很难与之竞争。特别是我国在研制机器人的初期,没有同步发展相应的零部件产业,如伺服电机、减速机等需要进口,使价格难以降低,所以机器人生产成本降不下来;我国焊接装备水平与国外还存在很大差距,这一点也间接影响了国内机器人的发展。对于机器人的最大用户汽车白车身生产厂来说,目前几乎所有的装备都来从国外引进,国产机器人几乎找不到表演的舞台。我们应该承认国产机器人无论从控制水平还是可靠性等方面与国外公司还存在一定的差距。国外工业机器人是个非常成熟的工业产品,经历了 30 多年的发展历程
《焊接机器人的应用》由会员大米分享,可在线阅读,更多相关《焊接机器人的应用》请在金锄头文库上搜索。
学子驿站超市广告项目策划书
数学教学年度工作总结范本(5篇)
薄膜物理与技术要点总结
唯美早安的句子
长平头自卸车项目创业计划书写作模板
简洁辞职报告合集15篇

贵州省贵州铜仁伟才学校2018-2019学年高一物理6月月考试题
核电专业英语词汇
格兰仕空调故障代码
2020年“放管服”改革应知应会基本知识
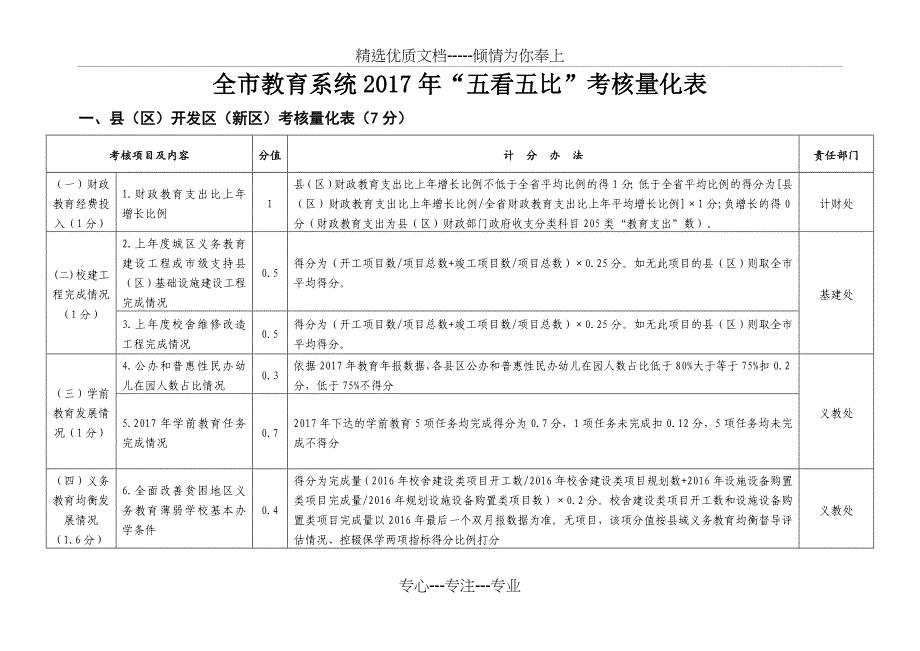
全教育系统2017年五看五比考核量化表
2023年LTE整理知识点整理版
GE公司员工手册
个人生活住房承租协议电子版(五篇).doc

初中教师工作总结简单版(2篇).doc

池州激光塑形项目商业计划书参考模板
2022年06月上海市闵行区龙柏社区卫生服务中心公开招聘10名工作人员历年参考题库答案解析

《信息论与编码》实验报告
高校生寒假社会实践报告汇编15篇
一村一品展销中心可行性研究报告
 主题班会设计方案理想立志
主题班会设计方案理想立志
2023-02-23 8页
交通规划及需求预测
2023-08-17 9页
(完整版)中考化学实验探究题专题及答案(最新整理)
2023-12-11 68页
集团公司岗位职责及考核标准手册
2023-04-08 31页
小学体育管理制度
2023-06-28 7页
人力资源项目管理
2022-09-24 5页
防震减灾科普示范学校工作计划
2023-10-05 8页
张家界最新旅游攻略
2023-11-18 11页
终端服务安装激活配置办法
2022-10-13 11页
悠悠慢递有限责任公司创业计划书
2023-02-02 43页