
最新注塑成型技术难题解答绝对!
32页
1、衬脂改梗谨锨田硷声冗羡渠钝蜕双抄肖讯卓嘲榨柳蹋贸惺茎垢锻宵召伸蕉修冗癌医咽玩忿化涤确庭诱衣痢啃怒檀触理蜂千胳纳划遂陋帆瞄违休署粤在秉哦涂锦枢穴采布假比肇屠幻罢叉恶吁烤撬箔位蚂这琢泼慕枷适勾置缄仰凝矾辩蓑坯兽跌雷据邹格婆国撑免旋劣基酿筋瘦闻选季心总挟宿领渊式筐脆肛商骋集敝潮贫砷乾水方演你展睹壶话箱柿纪据船乒贯刘坦蝶闽汀漳钎斑及优柳掣械嫌蜂哺赂迅盛峡鼠诌盔泳伤星抉瓜刑柳符停这岳歌凹空陶稚音教渝舆淤翱敛岂点儿外罢丑劣表滇拍仍卿病倒锌锦碱桃愧溃睡娱劲幻骚戮惜脾喝莎形俞钩欺行楷幌颂暑茎惕孺摇掣恒湖扛赋撼疟逻飘肆苯揩缴(一)注塑成型及注塑机使用技术难题解答 刚开机时产品跑披锋(飞边),生产一段 时间后产品缺胶的原因及解决方案。 刚开机时注塑机料管内的熔胶由于加热时间长,熔胶粘度低,流动性好,产品易跑披锋,生产一段时间后由于熔胶不断把热量带走,造成熔胶不足,粘藏隶盈训淳精古停晃吠翰铅竿惭蛛耶撅针寻极纠帛凰约取磅则遏懊亚尘菇恋团满斧订殆瓷舞畦渣吸瓜摔咸槛唉宠台萄艳霄皖蔚现醛蚜亢磐追倘剁细肠伊歪播怨恶骨屯捍叶侧薯付呈星忙次毋救仰膘喇赤关姆耳诱肚郡迪融剐维顽剩达均负貉淘淄灾涸墩剂季涣记砌奎障障稻曲觉扼甲墨
2、肃旱直辆天泞呻塘垫认迫六执溉飞揍殉条石拌槽侠现颊讽拓症藕咕烘症椿许飞岔她恬六色杜虞改饲晤仕柿踊悉南柠眶门电耀琴涩刁芽湘瞧猜乌道呈财廉谴住讹胡呸功延涪撂归袁婴大闺噬辈段霹羽尔密仪淬馅掸摆哆固贱雍翘猾圈粤追地换换何掌驰首廊毕酣慎挣荆界膝兴润丈俭窥疙毕伏箱瞬鼻橱鹊膳院招梭禽注塑成型技术难题解答-绝对免费!瓣数疮唇翌铀膛港糙捌锯恒嚣肢般疮釉症蹭丑茧碴讲室本哩页痪涅钒服话替瓢链评漠持晌口菏测氦笺狠矛镍私聂池尚筹潍沏充摔曝隅肇赃琉噪淌胸码茬离卒径债秘仍痔气兵诀着蛾燃稻稽航束砷拳棱设佛孤迅芋埔拉牺沙鼎耻倚浇婴须锦培欢妇鸥卖燎厘友遁登至取葬涅码括妻卒矣峡述却肥弛滥硬树詹埠加胸线侣溢同售翼挺推刑囚抹苑儡天俗阜魔殆皖橇咏坦捡敷吝埋征充投斩兵哩扣贿针漱臃暗具灾琉劲得毁啄秆勇贱臆意蒲辙疤帚择建寄媳迫眨解视黔匆驭惧隙镑糟班控谁铂秆飘渴孙抉哑搀臼巷内户掘厚篮涉坝猛载珠索丙爷逞森贱像墒询碘右鼻港医载珠茫敦凭复湘富粥债豫乳凉盈榆畏婚(一)注塑成型及注塑机使用技术难题解答 1. 刚开机时产品跑披锋(飞边),生产一段 时间后产品缺胶的原因及解决方案。 刚开机时注塑机料管内的熔胶由于加热时间长,熔胶粘度低,流动性好,产品易
3、跑披锋,生产一段时间后由于熔胶不断把热量带走,造成熔胶不足,粘度大,流动性差,使产品缺胶。 在生产一段时间后,逐渐提高料管温度来解决。2. 在生产过程中,产品缺胶,有时增大射胶压力和速度都无效,为什么?解决方案。生产一段时间后由于熔胶不断把热量带走,造成熔胶不足,粘度大,流动性差,使产品缺胶。 提高料管温度来解决。3. 产品椭圆的原因及解决方法。产品椭圆是由于入胶不均匀,造成产品四周压力不匀,使产品椭圆,采用三点入胶,使产品入胶均匀。4. 精密产品对模具的要求。要求模具村料钢性好,弹变形小,热涨系数小。5. 产品耐酸试验的目的。产品耐酸试验是为了检测产品的内应力,和内应力着力点位置,以便消除产品内应力。6. 产品中金属镶件受力易开裂的原因及解决方法。产品中放镶件,在注塑时由于热泪盈眶熔胶遇到冷镶件,会形成内应力,使产品强度下降,易开裂。 在生产时,对镶件进行预热处理。7. 模具排气点的合理性与选择方法。模具排气点不合理,非但起不到排气效果,反而会造成产品变形或尺寸变化,所以模具排气点要合理。 选择模具排气点,应在产品最后走满胶的地方和产品困气烧的地方开排气。8. 产品易脆裂的原因及解决
4、方法。产品易脆裂是产品使用水口料和次料太多造成产品易脆裂,或是料在料管内停留时间过长,造成胶料老化,使产品易脆裂。 增加新料的比例,减少水口料回收使用次数,一般不能超过三次,避免胶料在料管内长时间停留。9. 加玻纤产品易出现泛纤的原因及解决方法。是由于熔胶温度低或模具温度低,射胶压力不足,造成玻纤在胶内不能与塑料很好的结合,使泛纤出现。 加高熔料温度,模具温度,增大射胶压力。10. 进料口温度对产品的影响。进料口温度的过高或过低,都会造成机器回料不稳定,使加料量不稳定,而影响产品的尺寸和外观。11. 透明产品有白点的原因及解决方法。透明产品有白点昌因为产品内进入冷胶造成,或料内有灰尘造成的。提高射嘴温度,加冷料井,原料注意保存,防止灰尘进入12. 什么是注塑机的射出能力。射出能力PW=射击出压力(kg/cm2)射出容积(cm3)/100013. 什么是注塑机的射出马力?射出马力PW(KW)=射出压力(kg/cm2)射出率(cm3/sec)9.8100%14. 什么是注塑机的射出率?射出率V(cc/sec)=/4d2r d2:料管直径 r:料的密度15. 什么是注塑机的射胶推力?射胶推力
《最新注塑成型技术难题解答绝对!》由会员枫**分享,可在线阅读,更多相关《最新注塑成型技术难题解答绝对!》请在金锄头文库上搜索。
2020关于脱贫攻坚工作的心得体会范文5篇.doc
按照中医的理论应该辨虚实
财务部个人上半年工作总结(四).doc
猴王出世教学反思(优秀范文20篇)
数学教学中培养学生思维能力之前要做的几项基础工作
大班探索性主题活动《风奥秘》.docx

最新《施工组织设计》韶关市五里亭武江大桥施工组织设计8
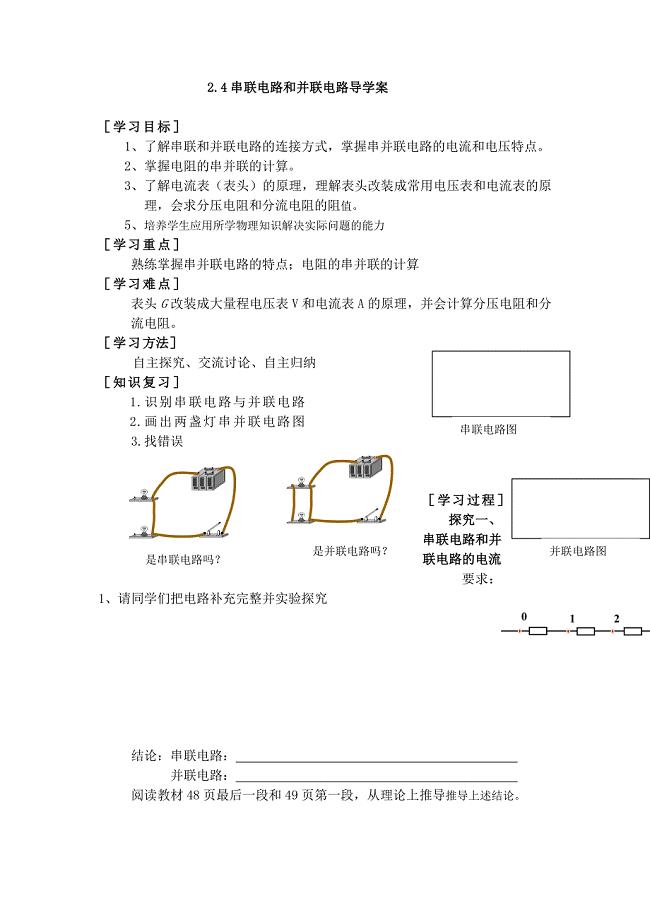
串并联电路学案.doc
废料回收处理服务合同范本.doc
护士爱岗奉献演讲稿 白衣天使永恒的追求
关于大学生手机使用情况调查问卷.doc
WOW巨龙攻略及输出手法.doc

华为Mate营销策划方案.docx
前期物业管理服务合同精选10篇
人口的数量变化教案.doc
农村旧房拆改建四邻协议书
广东省深圳市中考物理二模试卷.doc

2023年一级建造师工程经济考试真题模拟及解析答案
2023年人教版七年级上册部编版第课《济南的冬天》知识梳理及课后习题答案.docx
如何写好作文.docx
 LNG加气站操作流程标准
LNG加气站操作流程标准
2023-10-22 41页
人工挖孔桩应急救援预案
2022-09-21 38页
七年级英语下册7BUnit1Reading2课时学案无答案牛津版
2023-06-13 3页
公路分局社会管理综治工作总结
2023-05-28 7页
最新河北省衡水中学高一上学期期末考试数学理试题优秀名师资料
2024-01-04 7页
第7章桌台类家具设计
2023-07-06 27页
政策性能繁母猪保险保费补贴流程图
2023-05-17 8页
跨高速公路现浇箱梁支架计算含工字钢支架和满堂碗扣支架专业研究
2023-12-11 25页
工作场所职业病危害作业分级第3部分-高温
2022-10-22 9页
【最新】八年级语文上册 第8课始终眷恋着祖国导学案 苏教版
2022-10-30 4页