
AMSQQC320BV2镀铬
14页
1、word航空航天材料规XSAE AMS -QQ-C-320B发布时间2000年7月取消时间 2007年7月撤销更新2008年1月被AMS 2460代替铬镀层电沉积说明AMS -QQ-C-320B已被取消并由AMS2460代替,但仍适合以下零部件。取消说明该规X于2007年7月19日由航空航天材料分会宣布取消被AMS2460取代。除以下情况外,以AMS2460为准。QQ-C-320或AMS- QQ-C-320规定的零部件,其设备、操作方法与试验方法遵照AMS-QQ-C-320B不变,于2000年7月颁布,购货商也参照该标准。该标准规X仍在挂在航空航天材料规X下,但已注明被AMS 2460取代。已被取消的规X可向SAE购置。相关说明该规X直接源自美军标QQ-C-320B的第4版,便于SAE出版仅对格式进展了修改。该规X的首次颁布意在取代QQ-C-320B的第4版,首版的内容序号未作变更。为了快速采用政府的规X标准,在SAE技术标准委员会规章制度的要求下,SAE采用了最初的军用标准。TSB规章提供:a在SAE委员会上未经一致通过的、未修改的政府规X标准的局部出版物;b现有政府的规X或标准格式
2、的使用权。1. 适用X围与分类1.1 适用X围该规X涵盖了电沉积镀铬层的所有要求。1.2 分类1.2.1 类别:电沉积的镀铬层应为以下几类情况见6.2试验类型1:防腐镀层见3.3.1试验类型2:工程用镀层见3.3.21.2.2 外表光洁度:类型1的镀层应为以下两种处理类型,见6.2试验类型1:镜面抛光试验类型2:缎面加工 2. 引用文件以下文件中的条款通过本标准的引用而成为本标准的条款。美国政府出版物可购于国防部标准化资料管理中心DODSSP,4D大楼,订阅服务中心,罗宾斯大道,700号,费城,PA 19111-5094。QQ-N-290 镀镍电沉积MIL-S-5000 铬镍钼合金钢,E4340,棒材和再铸原料MIL-S-5002 武器系统的金属外表的热处理和无机涂层MIL-S-13165 含铁零部件的喷丸硬化MIL-R-81841 金属零部件旋转挡板的外表硬化MIL-STD-105 检测属性的取样程序与附录MIL-STD-105 紧固件试验方法2.2 ASTM出版物购置:美国宾夕法尼亚洲, 19428-2959,西康雪哈根100信箱,巴尔海港大道100号,美国材料与试验协会。ASTM
3、 B-487金属和氧化物敷层厚度的横截面显微镜检查测量方法ASTM B-499涂层厚度的磁测法:磁性金属的非磁性涂层ASTM B-504金属涂层厚度的电量测定方法ASTM B-556薄铬涂层的点测法,ASTM B-578电镀层的微硬度测量法ASTM E-8 金属材料的应力试验方法3. 要求3.1 材料用以电镀的材料须满足本规X的要求。3.2 一般要求3.2.1 高强度钢的零部件:除有特定说明见6.2,极限抗拉强度大于1655Mpa的钢部件没有获得采购人员的同意不得镀层。3.2.2 消除应力:经过机加工、研磨、冷成型或冷拉直而成的、极限抗拉强度为1034Mpa与以上的钢部件,在外表清理与镀层前均应在19114温度下进展3小时以上时间的烤制,以释放破坏剩余应力。如需喷射见3.3.2.3和3.3.2.5,需在喷丸硬化或旋转敲打强化释放热应力。3.2.3 清洗:具体说明除外见6.2,所有钢部件均应参照MIL-S-5002进展清洗处理。其它心材清洗处理时不得损坏基材也不能与沉淀物粘连。3.2.4 镀层应用说明:具体说明除外见6.2,镀层应在所有基材热处理和机械操作如机加工、钎焊、焊接、成型、打孔
4、等完成之后进展。3.2.5 镀层:具体说明除外见6.2,类型1的镀层应快速地用QQ-N-290规定的钢铁、锌与锌基合金或铜与铜基合金。具体说明除外见6.2,类型2的镀层应直接沉积金属基的镀层,而无需用其他金属做预镀层。任何根底镀层无需换成具体的铬镀层。3.2.6 脆化处理:所有镀层的钢件,极限拉伸强度为160ksi与以上的均应在19114的高温下进展少于4个小时的烧制,相关烤制时间如下:最少烧制时间拉伸强度ksi 时间19114160-180 3180-220 8大于221 123.2.7 覆盖度:具体说明除外见6.2,镀层应全部覆盖上包括螺纹的根部、拐角和凹槽。3.2.8 边界:类型2镀层的边界仅包括外表的一局部,消除玻璃粉、结节、锯齿边缘和其它不规如此形状。3.2.9 外表精加工:类型1的镀层的光洁度参照1.2.3和6.2。类型1中的应用1应全部镜面抛光,磨光,外表整体一致。类型1中的应用2应全部缎面加工,磨光,外表整体一致。具体说明除外见6.2,镜面加工或暗抛光也适用于应用2中的镀层精加工。3.3 镀层处理3.3.1 类型1的镀层处理:类型1零部件的沉积的镀层尺寸见3.4.1.1
《AMSQQC320BV2镀铬》由会员桔****分享,可在线阅读,更多相关《AMSQQC320BV2镀铬》请在金锄头文库上搜索。
印刷企业五项制度
医药代表二季度工作计划样本(三篇).doc
2023年案场工作计划(精选多篇)
2011年房地产经纪人《制度与政策》习题
有趣的恐龙现代文阅读答案
南开大学21秋《国学概论》在线作业二满分答案37
工程技术资料管理制度范文(10篇).doc
产品质量及售后服务承诺书
“翻转课堂”实施的几个环节
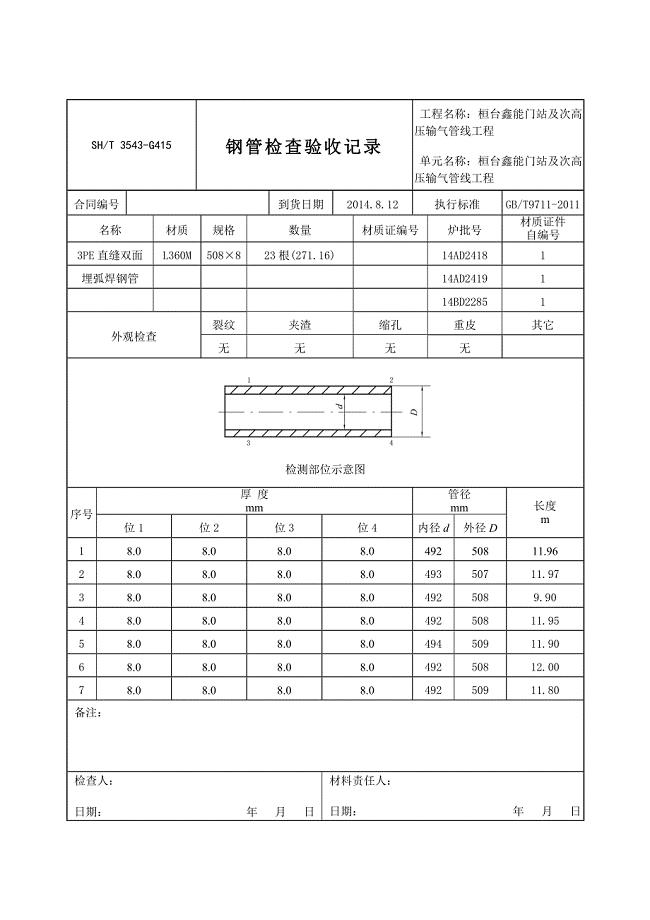
3543-G415钢管检查验收记录
新余关于成立PEEK研发公司可行性报告_参考范文
师德演讲稿锦集5篇
防水工程专项施工方案完成
越秀园工程签证单
学位论文—基于单片机的led点阵广告牌设计课程设计
大宝集团ERP案例分析
小学数学教研活动记录表
2013版工程施工合同示范文本学习与全过程合同管理注意事项
幼儿园园长2023下学期工作计划(二篇).doc
设备报关手续
 2022年保安员(初级)考试内容及考试题库含答案参考17
2022年保安员(初级)考试内容及考试题库含答案参考17
2023-03-12 17页
上海赫德双语学校丨有人说-我们是一间“美术馆式学校”参考
2022-10-01 6页
【严选】湖南省中考语文按考点分类汇编:议论文阅读含答案
2023-02-19 16页
2023年机械制造基础考卷及补考卷(A_B卷)及答案
2023-09-11 9页
书香三八征文精选10篇
2022-11-29 29页
最新12.1实数的概念汇编
2023-12-05 4页
猪年公司年会主持词串词范文主持稿范本
2023-08-19 9页
武石化污水处理情况介绍
2023-05-16 24页
第一太平戴维斯房地产项目营销管理程序流程
2023-03-17 40页
2023年重庆市广播电视大学心理辅导课教案
2022-12-09 11页