
离合器座零件设计说明书
12页
1、目录刖百一零件的分析1.1: 零件的作用1.2: 件的工艺分析1.3: 零件生产类型二毛坯设计2.1 毛坯的选择2.2 毛坯尺寸和公差2.3 确定毛坯尺寸公差三机械加工工艺过程设计3.1 零件基准的选择3.2 表面加工方法的选择3.3 确定零件基准四工序设计4.1 选择机床4.2 机械加工余量、尺寸和公差的确定4.3 确定切削用量和时间五基本时间的确定5.1 时间定义5.2 时间的组成5.3 工时的计算六总结、儿刖百课程设计是由高等院校学生模拟生产和社会实践直接参与实际 工程完成的综合性教学活动。是应届毕业生毕业前,单独承担实际任 务的一项全面训练。对每一个学生来讲,由于实际工作经验不足,学 习时间有限,所学的只是不一定完整,要把掌握的知识变成社会实际 需要,还需要经过一次这样的时间过程。一:零件的分析1.1 零件的作用离合器座就是在动力传动中切断动力,也就是说在动力传动中发动机侧还在转动 的情况下,切短了动力的连接,使的后端不在获得动力。1.2 零件的工艺分析取零件的材料为20GrMnTi,使用铸造的毛坯。以下是离合器座需加工表面及 加工表面之间的位置要求。(1)车端面、钻中心孔?2
2、5。扩孔?48。(2)车13 nlm的槽(3)半精车左端面余量,车外圆 ?81 ,车槽?60,车R0.75的槽,车?62外 圆及其台阶面、车?50内孔并倒0.5必5。角。(4)掉头(以?50内孔为定为)车右端面、车 R0.75的槽,车?54的盲孔并 倒角。(5)钻 3-?5.5,3 -?5 的孑L(6)铳侧面外型根据以上可知,先粗车两端面和外圆,然后以此为基准和专用夹具,并保证位置精度,再根据各加工的经济,精度和机床所能达到的位置精度。 可用常规加工 方法。二:毛坯的设计2.1 :毛坯的选择在选毛坯时应考虑一下因素:(1)零件材料的工艺特性和力学性能大致决定了毛坯的种类。(2)零件的结构形状与外形尺寸(3)生产纲领的大小该零件材料为 HT20Q烤炉到零件在工作时要有高的耐磨性,所以选择20GrMnTio根据设计要求Q=5000件/年,n=1件/台;结合生产实际,备品率a和废品率 B这是生产纲领的公式:N=Qn1+ a+0)=5000 件/年2.2 毛坯尺寸和公差(1)求最大轮廓尺寸根据零件图计算轮廓的尺寸,最大直径 ?86 nlm,高26 nlm。(2)选择铸件公差等级查机械制造技术课
3、程设计指导书铸造方法按机器造型,铸件材料按灰铸铁,得铸件公差等级为812级应选取11级。(3)求机械加工余量等级查机械制造技术课程设计指导书铸造方法按机器造型、铸件材料为20GrMnTi,查得机械加工余量等级E-G级选择F级。所以确定毛坯尺寸零件材料为20GrMnTi的棒料。(4)确定工件的加工余量及形状,查机械制造技术课程设计指导书,选用 加工余量为MRA-F级。根据毛坯尺寸计算公式:R=F-2MRA-CT/2R=F+2MRA+CT/2其中:R一毛坯尺寸F一零件尺寸 CT一尺寸公差等级 RMA 一机械加工余2.3 :确定毛坯尺寸公差毛坯尺寸公差根据铸件质量、材质系数、形状复杂系数查手册得,本零件毛坯 尺寸允许偏见如下表:毛坯尺寸允许公差/加铸件尺寸偏差参考资料861.5实用机械加工工艺工 艺手册301.5三:机械加工工艺过程设计3.1: :零件基准的选择定位基准的选择原则:先精基准,再粗基准。基准重合的原则可以避免由定位基准与设计基准不重合误差,零件的尺寸精度和位置精度能可靠的难以保证。基准推选择应保证相互位置精度和装夹的准确和方便、一般应遵循以下原 则。(1)基准重合原则(2)基准
4、统一原则(3)自为基准原则(4)互为基准原则(5)便于装夹原则粗基准的选择原则(1)选择重要表面为粗基准(2)选择不加工表面为粗基准(3)选择加工余量最小的表面为粗基准(4)选择较为平整光洁、加工面积较大的表面为粗基准(5)粗基准在同一尺寸方向上只能使用一次3.2: 表面加工方法的选择零件机械加工的工艺路线是指零件生产过程中,由毛坯到成品所经过的工 序先后顺序中于分散的程度,加工阶段的划分和工序顺序的安排问题。 在生产过 程中按一定顺序逐渐改变生产对象的形状(铸造、锻造等)、尺寸(机械加工)、 位置(装配)和性能(热处理)使其成为成品的过程称之为工艺过程。因此,工艺工程又可具体地分为铸造、锻造、冲压、焊接、机械加工、热处理和装配等工 艺过程。各种加工方法(如车、铳、包I、磨、钻等)所能达到的加工精度和表 面粗糙度是有一定范围选择表面加工方法应考虑的因素:1:工件材料的性质2:工件的材料和尺寸3:选择的加工方法要求要与生产类型相适应4:具体的生产条件选择定位基准3.3: 确定零件基准3.3.1 选择定位基准3.3.2 以外圆为基准2:半精加工,以?20的中心孔为定位基准,以13 nlm的
《离合器座零件设计说明书》由会员枫**分享,可在线阅读,更多相关《离合器座零件设计说明书》请在金锄头文库上搜索。
2023年新时期创建职工之家途径思考体会.docx
公司废品管理制度.docx
上海通用汽车,柔性化生产线究竟柔在哪里(精)
五上U1四课时教案.doc
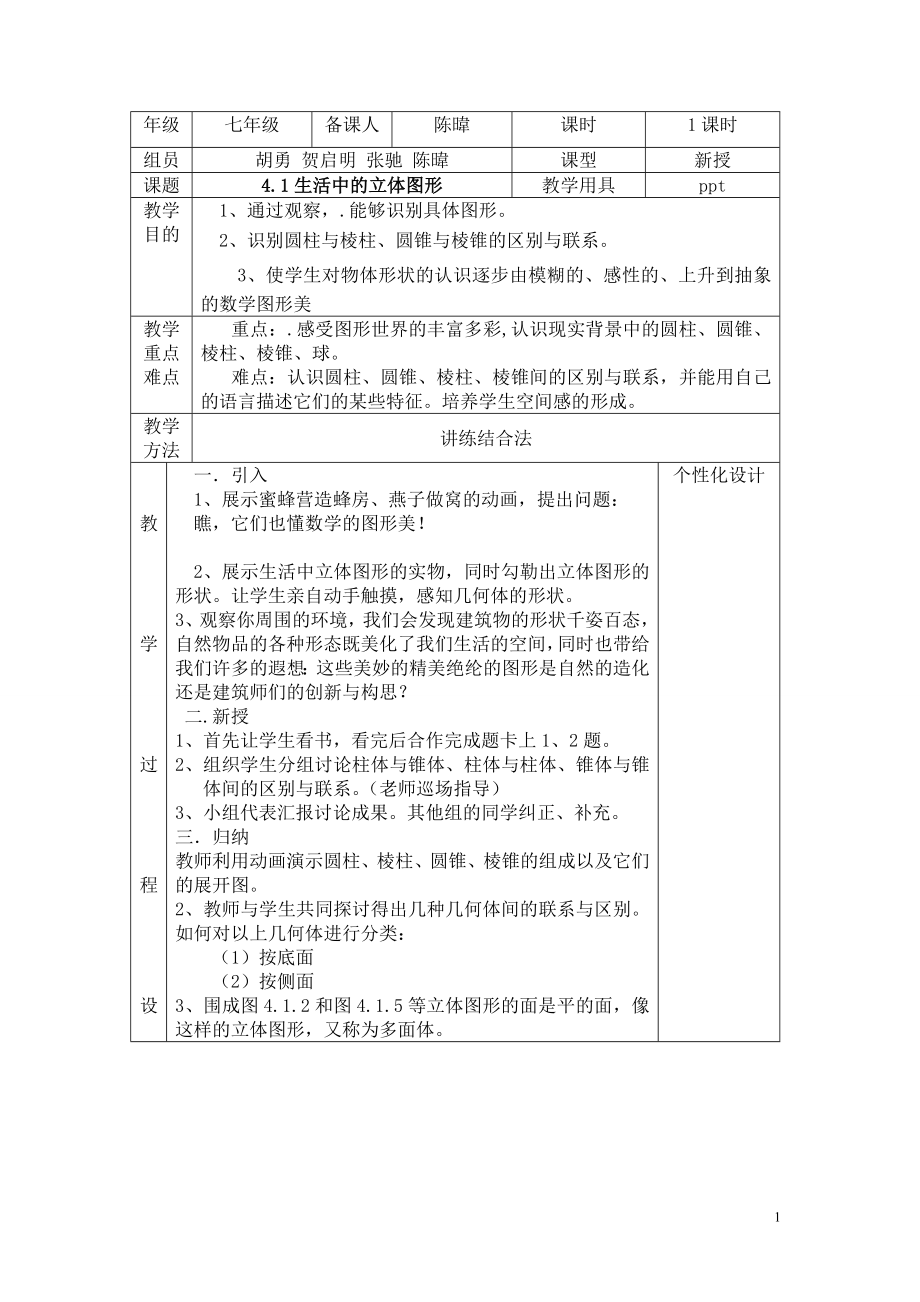
1生活中的立体图形.doc
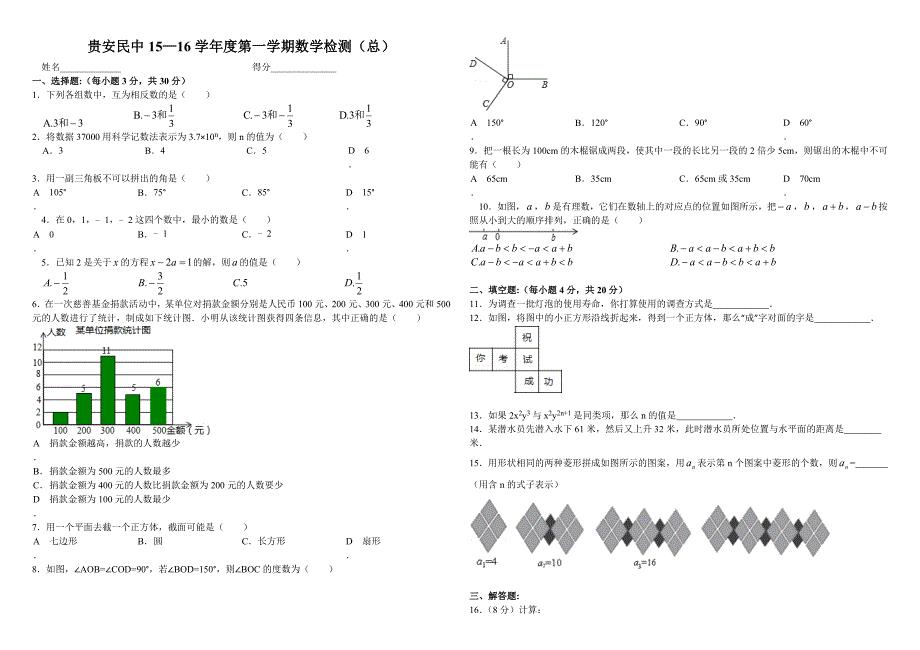
15-16学年七年级(上)期末数学试卷.doc
2022平面设计实习心得文章(通用17篇).docx
设计吉祥物11.doc
有关诚信的演讲稿范文九篇
教育管理理论沐风文苑
《通信原理》自学考试大纲
小学教学六年级教案上册数学期中学习试题.docx
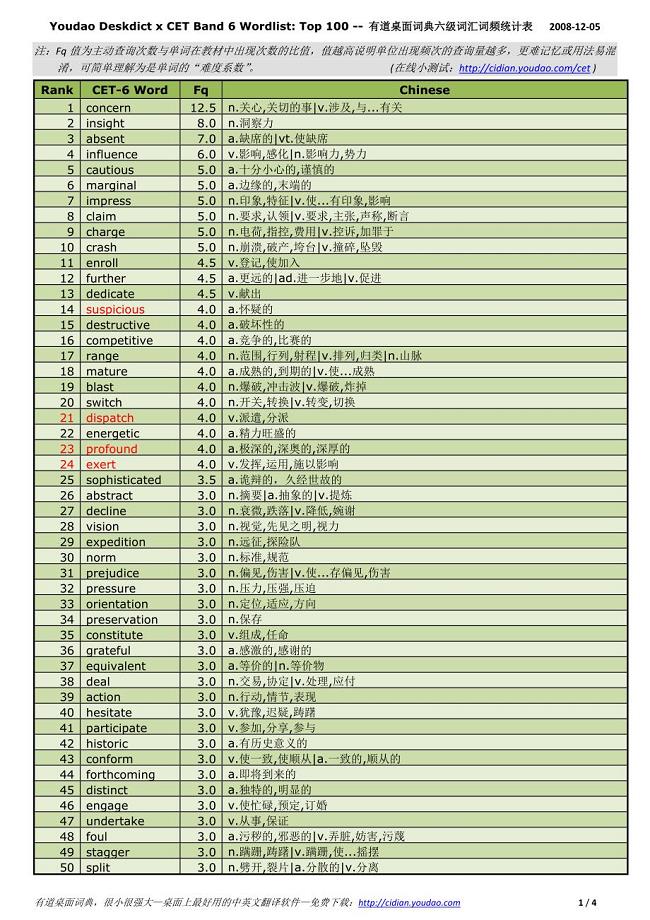
cet4-6高频词汇.doc
2023年培养农村实用人才促进新农村建设.docx
成龙的所有电影.doc
小学六年级下册(小升初)数学《期末测试卷》(综合题).docx
幼儿园大班健康活动教学方案官方版(八篇)
中国医科大学21春《卫生信息管理学》在线作业二满分答案_24
江苏省测绘地理信息服务合同(江苏省2014).doc
新部编版小学三年级上册语文《带刺的朋友》教学设计.doc
 管理信息系统总复习题及答案
管理信息系统总复习题及答案
2023-08-16 30页
中小学现代教育技术应用制度
2022-12-19 22页
苏教版三年级下册语文教学反思
2023-07-20 24页
板城烧锅酒的广告策划书bass
2023-07-02 11页
广东省房地产买卖合同(适用于二手楼买卖)
2023-10-31 8页
劳动保障监察基层服务平台人员培训提纲
2023-01-15 6页
利用电教媒体 提高初中英语课堂教学的质量
2023-03-10 5页
高校毕业生见习工作协议书
2023-12-06 2页
房屋认租协议书范本
2023-09-13 4页
房地产业自查检查提纲cevj
2024-01-07 31页