
电路板的布线、焊接技巧及注意事项
6页
1、电路板的布线、焊接技巧及注意事项1、 输入端与输出端的边线应避免相邻平行, 以免产生反射干扰。必要时应加地线隔离,两相邻层的布线要互相垂直,平行容易产生寄生耦合。2、电源、地线之间加上去耦电容。尽量加宽电源、地线宽度,最好是地线比电源线宽,它们的关系是:地线电源线信号线,通常信号线宽为:0.20.3mm,最经细宽度可达0.050.07mm,电源线为1.22.5mm3、 数字电路与模拟电路的共地处理,数字电路的频率高,模拟电路的敏感度强,对信号线来说,高频的信号线尽可能远离敏感的模拟电路器件,对地线来说,整人PCB对外界只有一个结点,所以必须在PCB内部进行处理数、模共地的问题,而在板内部数字地和模拟地实际上是分开的它们之间互不相连,只是在PCB与外界连接的接口处(如插头等)。数字地与模拟地有一点短接,请注意,只有一个连接点。也有在PCB上不共地的,这由系统设计来决定。4、尽可能缩短高频元器件之间的连线,设法减少它们的分布参数和相互间的电磁干扰。易受干扰的元器件不能相互挨得太近,输入和输出元件应尽量远离。某些元器件或导线之间可能有较高的电位差,应加大它们之间的距离,以免放电引出意外短路。
2、带高电压的元器件应尽量布置在调试时手不易触及的地方。5、在高频下工作的电路,要考虑元器件之间的分布参数。一般电路应尽可能使元器件平行排列。这样,不但美观而且装焊容易易于批量生产。6、输入输出端用的导线应尽量避免相邻平行。最好加线间地线,以免发生反馈藕合。7、印制导线拐弯处一般取圆弧形,而直角或夹角在高频电路中会影响电气性能。如非要取直角,一般采用两个135度角来代替直角。8、电源线设计根据印制线路板电流的大小,尽量加租电源线宽度,减少环路电阻。同时、使电源线、地线的走向和数据传递的方向一致,这样有助于增强抗噪声能力。9、地线设计地线设计的原则是:(1)数字地与模拟地分开。若线路板上既有逻辑电路又有线性电路,应使它们尽量分开。低频电路的地应尽量采用单点并联接地,实际布线有困难时可部分串联后再并联接地。高频电路宜采用多点串联接地,地线应短而租,高频元件周围尽量用栅格状大面积地箔。(2)接地线应尽量加粗。若接地线用很纫的线条,则接地电位随电流的变化而变化,使抗噪性能降低。因此应将接地线加粗,使它能通过三倍于印制板上的允许电流。如有可能,接地线应在23mm以上。(3)接地线构成闭环路。只由数字
3、电路组成的印制板,其接地电路布成团环路大多能提高抗噪声能力。10、退藕电容配置PCB设计的常规做法之一是在印制板的各个关键部位配置适当的退藕电容。退藕电容的一般配置原则是:(1)电源输入端跨接10 100uf的电解电容器。如有可能,接100uF以上的更好。(2)原则上每个集成电路芯片都应布置一个0.01pF的瓷片电容,如遇印制板空隙不够,可每48个芯片布置一个1 10pF的但电容。(3)对于抗噪能力弱、关断时电源变化大的器件,如 RAM、ROM存储器件,应在芯片的电源线和地线之间直接接入退藕电容。(4)电容引线不能太长,尤其是高频旁路电容不能有引线。11、此外,还应注意以下两点:(1)在印制板中有接触器、继电器、按钮等元件时操作它们时均会产生较大火花放电,必须采用附图所示的 RC 电路来吸收放电电流。一般 R 取 1 2K,C取2.2 47UF。(2)CMOS的输入阻抗很高,且易受感应,因此在使用时对不用端要接地或接正电源焊接原理及焊接工具一、焊接原理目前电子元器件的焊接主要采用锡焊技术。锡焊技术采用以锡为主的锡合金材料作焊料,在一定温度下焊锡熔化,金属焊件与锡原子之间相互吸引、扩散、
4、结合,形成浸润的结合层。外表看来印刷板铜铂及元器件引线都是很光滑的,实际上它们的表面都有很多微小的凹凸间隙,熔流态的锡焊料借助于毛细管吸力沿焊件表面扩散,形成焊料与焊件的浸润,把元器件与印刷板牢固地粘合在一起,而且具有良好的导电性能。锡焊接的条件是:焊件表面应是清洁的,油垢、锈斑都会影响焊接;能被锡焊料润湿的金属才具有可焊性,对黄铜等表面易于生成氧化膜的材料,可以借助于助焊剂,先对焊件表面进行镀锡浸润后,再行焊接;要有适当的加热温度,使焊锡料具有一定的流动性,才可以达到焊牢的目的,但温度也不可过高,过高时容易形成氧化膜而影响焊接质量。二、电烙铁手工焊接的主要工具是电烙铁。电烙铁的种类很多,有直热式、感应式、储能式及调温式多种,电功率有15W、2OW、35w300W多种,主要根据焊件大小来决定。一般元器件的焊接以2OW内热式电烙铁为宜;焊接集成电路及易损元器件时可以采用储能式电烙铁;焊接大焊件时可用150W300W大功率外热式电烙铁。小功率电烙铁的烙铁头温度一般在300400之间。烙铁头一般采用紫铜材料制造。为保护在焊接的高温条件下不被氧化生锈,常将烙铁头经电镀处理,有的烙铁头还采用不易
《电路板的布线、焊接技巧及注意事项》由会员大米分享,可在线阅读,更多相关《电路板的布线、焊接技巧及注意事项》请在金锄头文库上搜索。
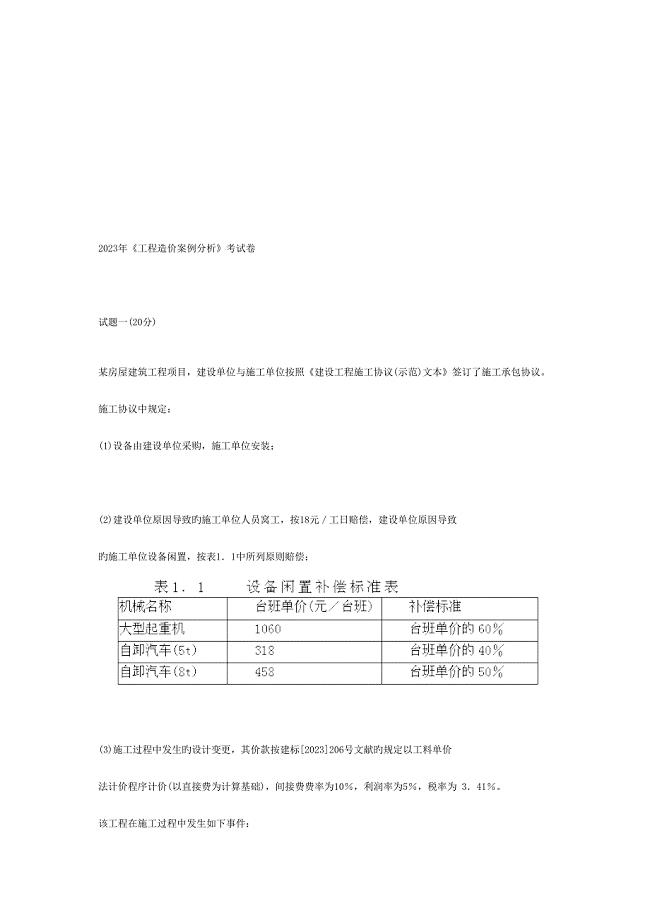
2023年年工程造价案例分析考试真题.doc
2020北京课改版小学英语三年级上册第一单元检测试题.doc
服装业调查报告计划.docx
推荐江苏省苏州市立达中学七年级语文上学期期中试题
化工集团公司工程项目建设管理制度.doc
2022年二中卫生人员岗位职责

数与式知识结构图(教育精品)
第七章_固定资产与在建工程23-240.doc
关于对自己负责小学作文500字五篇
高中军训自我鉴定22
检影验光技巧.docx
PPT制作怎样制作滚动字幕.doc
2022年专升本文件.doc
大学生实习应该做好职业生涯规划
六年级数学教研组工作计划范本(二篇).doc
2023普通员工工作个人总结(2篇).doc
2023年林业系统庆祝建党周年演讲稿:让党旗在林业战线中飘扬.docx
安全风险定期检查分析工作制.doc
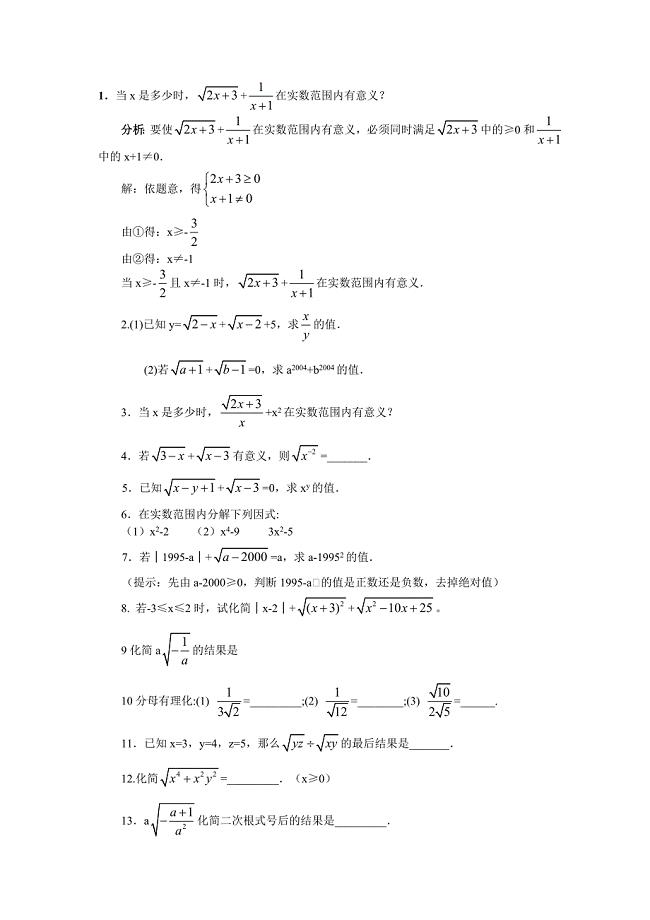
几个数学练习.doc
安庆汽车电动化设备项目实施方案【范文参考】
 语文中考复习古诗复习一
语文中考复习古诗复习一
2022-12-08 8页
网红是如何在直播平台吸金的?
2022-09-03 4页
南开大学21春《民法总论》在线作业二满分答案61
2024-01-06 20页
新版部编人教版一年级下册道德与法治花儿草儿真美丽教案4套(2019编辑)
2022-09-15 16页
很棒的认字儿歌
2022-11-25 18页
养驴基地建设综合项目投资专题计划书可编辑.doc
2023-10-01 29页
东北大学21春《矿山机械》离线作业一辅导答案27
2023-12-01 11页
2021年深入学习实践科学发展观知识竞赛模拟试题.doc
2023-04-01 27页
仓库管理新规制度及作业流程.docx
2022-08-19 9页
酒店餐饮业150种促销方案样本.doc
2024-03-01 11页