
特种泵站施工方桉
49页
1、编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页 共1页A管道施工方案1.编制说明1.1 TDI工程中的介质具有易燃、易爆、熔点高等特点,管道材料有碳钢管、不锈钢管,施工质量要求高,施工难度大,因此在施工前必须编制详尽的施工方案,精心组织施工。2.编制依据2.1工业金属管道施工及验收规范GB50235-972.2现场设备、工业管道焊接工程施工及验收规范GB50236-982.3化学工业工程建设交工设计文件规定HG20237-943.施工应具备的条件及施工准备3.1施工应具备的条件:3.1.1施工图纸、安装规范、标准等资料齐全。3.1.2到货的配管材料满足施工要求,施工所需机具、工具、仪器及消耗材料等配备齐全。3.1.3与管道有关的土建工程已经检验合格,满足安装要求,并已办理交接手续。3.1.4与管道连接的机械找正合格,固定完毕。3.1.5针对本工程编制的焊接工艺规程已经审定,焊接人员已经过培训并经考试合格。3.2施工准备3.2.1技术人员、检验人员及施工人员应认真熟悉图纸和有关规范、标准、设计要求。3.2.2技术人员应向参加施工的有关人员进行技术交底。3.2.3
2、对管道组成件及管道支承件进行检验,合格者应具备质量证明书。3.2.4为了保证管道安装的质量,加快施工进度,提高组对、焊接、加工的精度,管道的加工、预制应设置管道加工厂或现场加工、预制平台,使管道的加工、预制、安装达到设计要求。管道加工厂或现场加工、预制平台要配备好相应的机具、设备。做领料计划材料验收理化检验图纸会审图纸会审领料计划表做领料计划材料保管、发放合格证检验报告会审记录开工报告施工方案现场材料管理材料出库检查焊接组对检查焊材烘干、发放、回收记录阀门试压安装下料、预制标志转移清洗、除锈焊缝热处理焊缝检查焊缝返修无损检测焊接记录检测报告温度曲线记录返修报告三查四定压力试验试压报告防腐绝热工程系统联试吹洗交工资料竣工安全阀调校弹簧架调校其他技术要求4.管道安装质量控制流程图管道安装质量控制流程图5.管道组成件及管道支承件的检验5.1 一般规定5.1.1 管道组成件及管道支承件在安装前必须进行检验,其产品必须具有制造厂的质量证明书,并应按设计要求核对其规格、型号、材质,并进行外观检查。管道组成件表面应无裂纹、缩孔、夹渣、折迭、重皮等缺陷,表面不得有超过壁厚负偏差的锈蚀和凹陷。螺纹密封面
3、应良好,精度及光洁度达到设计要求。5.1.2 钢管的质量证明书上应注明: a) 供货方名称或印记; b) 标准号; c) 钢的牌号; d) 炉罐号、批号、交货状态; e) 品种名称、规格及质量等级; f) 产品标准中所规定的各项检验结果; g) 技术监督部门印记。5.2 阀门的检验5.2.1 低压阀门应从每批(同制造厂、同规格、同型号、同时到货)中抽查10,且不得少于1个,进行壳体压力试验和密封试验。当有不合格时,应加倍抽查,如仍有不合格者,则该批阀门不得使用。中压及有毒、剧毒及甲、乙类火灾危险物质的阀门应逐个进行壳体压力和密封试验。5.2.2 试验介质需采用洁净水,不锈钢阀门的试验用水的氯离子含量不得超过25ppm。当有特殊要求时,试验介质必须符合设计文件规定。5.2.3 试验压力及时间5.2.3.1 阀门的强度试验压力应为公称压力的1.5倍,试验时间不得少于5min,以壳体、填料无渗漏为合格。5.2.3.2 阀门的密封试验以公称压力进行,以阀瓣密封面不渗漏为合格。5.2.4 以焊接方式与管道连接的阀门的密封试验应在安装前进行。壳体强度试验宜在安装前进行,也可在系统试验时一起进行。5
4、.2.5 公称压力小于1MPa,且公称直径大于或等于600mm的闸阀,壳体压力试验宜在系统试压时,按管道系统的试验压力进行试验。闸板密封试验可采用色印等方法进行检验,接合面上色印应连续。5.2.6 带有蒸气夹套的阀门,夹套部分以1.5倍的蒸气工作压力进行压力试验。5.2.7 密封试验不合格的阀门,必须解体检验,并重新试验。5.2.8 对阀门的传动装置和操作机构应进行清洗检验,更换油脂,并检查其动作是否灵活可靠。5.2.9 合金钢阀门应逐个对壳体进行光谱分析,复查材质。对合金钢阀门内件的材质进行抽查,每批抽查数量不应少于1个。5.2.10 试验合格的阀门,应及时排尽内部积水。密封面应涂防锈油,(需脱脂的阀门除外),关闭阀门,封闭出入口,及时填写阀门试验记录,并按规定对阀门试验状态进行标识。5.2.11 安全阀应按设计给定值进行调试,调试时压力应稳定,每个安全阀启闭次数不得少于三次。调试介质: 工作介质为气体时,调试介质应为空气或惰性气体,并应有足够的贮气容器。工作介质为液体时,调试介质应为洁净水。 调试后应进行铅封,并及时填写安全阀调试记录。5.3 其它管道组成件的检验5.3.1 弯头、
《特种泵站施工方桉》由会员壹****1分享,可在线阅读,更多相关《特种泵站施工方桉》请在金锄头文库上搜索。

1’、九上语文平行班第一次月考答题卷

单筋截面计算题和答案
西南大学财务管理学第六次作业答案.doc
学生自愿提前实习申请书范文.doc
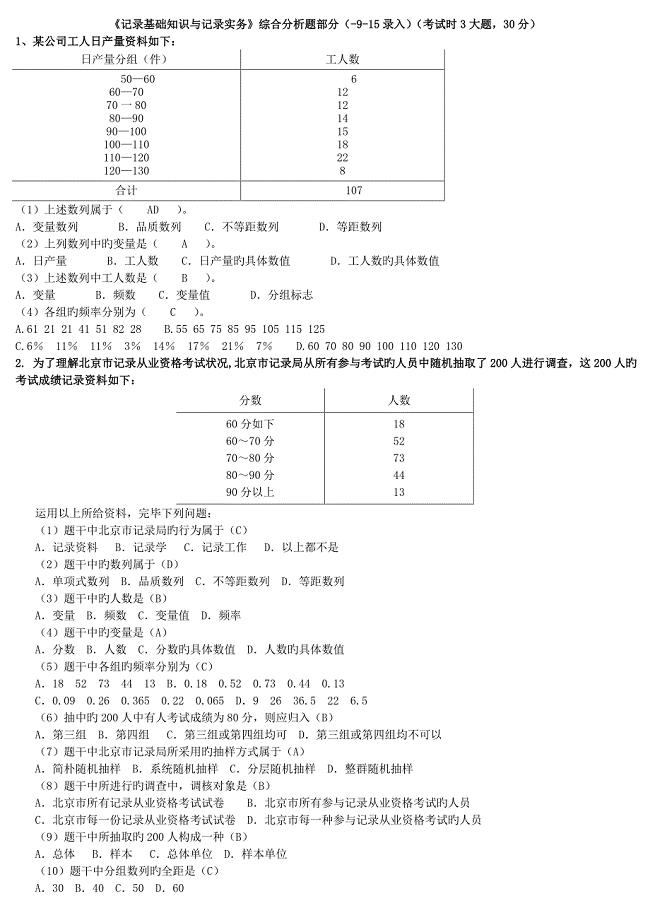
《统计基础知识与统计实务》(综合分析题部分).doc
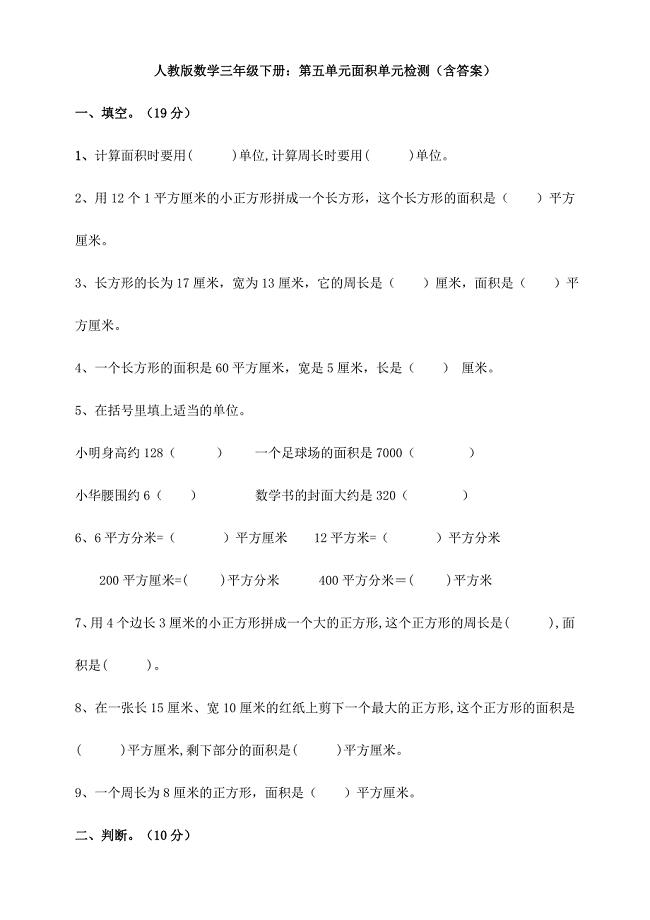
数学三年级下册:第五单元面积单元检测(含答案).doc
小学信息技术第三册教案样本.doc
给孩子的语文课堂.doc
王维《终南山》原文及赏析.docx

法国小说《小王子》读后感.doc
![咏柳教学设计[41].doc](https://union.152files.goldhoe.com/2023-12/21/7bb43c65-9a02-4806-83f6-13caef664ba2/pic1.jpg)
咏柳教学设计[41].doc
隐名股东投资协议(四篇).doc
一次函数的概念8.doc

校园安全中学生演讲稿5篇.docx
常用的50种财务比率计算公式
食堂物资采购协议书格式版(2篇).doc

人防地下车库防水工程专项施工方案(DOC 11页)

世界粮食日宣传活动总结范文(10篇).doc
认识简单的线路图.doc

专题:产业练习(一).doc
 必备护士述职范文合集十篇
必备护士述职范文合集十篇
2023-02-17 22页
大学生的社会实践报告总结.doc
2023-01-27 9页
幼儿园小班语言教案差一点儿2
2022-08-08 2页
2021年大学生的自我鉴定模板锦集10篇
2023-01-01 4页
各种涵洞施工方案
2023-11-08 12页
重庆市房屋租赁合同范本下载
2022-11-20 9页
销售员年尾工作总结范文
2023-02-09 17页
2023医院试用期个人工作总结报告(2篇).doc
2022-11-30 3页
2023年普通员工个人年终总结(3篇).doc
2022-10-30 5页
话务员年终工作总结2023年(三篇).doc
2023-04-26 7页