
球阀阀体设计说明书
15页
1、球阀阀体设计说明书一、零件铸造工艺要求和特点1. 零件的生产条件、结构及技术要求零件名称:球阀阀体零件生产批量:成批生产 零件材质:ZG230450零件的外型示意图如图1所示,球阀的零件图如图2所示,球阀的外形轮廓尺寸为96mm 80mm 76mm,主要壁厚7mm,最小壁厚7mm,最大壁厚15mm,为一小型铸件; 铸件除满足几何尺寸精度及材质方面的要求外,无其他特殊技术要求。图1球阀外形示意图L胁何桂fl卜一电1,:,1 站T Si; i *: ” M比F图2球阀零件图2. 零件铸造的工艺性对于零件的铸造工艺性审查、分析如下:零件的轮廓尺寸为96mm 80mm 76mm。砂型铸造条件下该轮廓尺寸的最小允许壁 厚查铸造工艺课程设计手册表1-2得:最小允许壁厚为6mm。而设计零件的最小 壁厚为7 mm。符合要求。从零件的整体结果及尺寸看,该零件的壁厚相差并不是很大,而且在壁厚不一致 处的过度属于平缓过度,能够满足铸造生产的要求,因此,该零件的结构满足铸造 工艺性要求。二.零件铸造工艺方案1造型、造芯方法的选择零件的轮廓尺寸为96mm/80mm 76mm,铸件尺寸较小,属于中小型零件且要成批
2、 生产。采用湿型粘土砂造型灵活性大,生产率高,生产周期短,便于组织流水生产, 易于实现机械化和自动化,材料成本低,节省烘干设备、燃料、电力等,还可延长 砂箱使用寿命。因此,采用湿型粘土砂机器造型,模样采用金属模。采用树脂砂手 工制芯。2.浇注位置和分型面的确定(b)(c)图3零件分型面位置图根据该零件的结构特点可以选择如图3所示的三种分型位置。图3(a)(b)的铸件 大部分置于下箱,有利于造型。但是砂芯放置比较麻烦,而且铸件的重要部分没有 置于下部,大平面朝上放置容易产生气孔、非金属夹杂等缺陷。采用图3(c)所示分 型位置,砂芯制作和放置都比较方便,有利于大批量生产。同时有利于实现顺序凝 固。综合以上,采用图3(c)所示分型位置。浇注位置在分型面上。三铸造工艺参数的确定1. 铸件尺寸公差零件为砂型铸造机器造型大批量生产,由铸造工艺课程设计手册查叢-2得: 铸件的尺寸公差为CT810级,取CT9级。零件的轮廓尺寸为96mm80mm76mm,由铸造工艺课程设计手册查表2-1得:铸 件尺寸公差数值为2.2mm。2. 铸件重量公差零件为砂型铸造机器造型大批量生产,铸件的重量公差与尺寸公差等级对
3、应选 取。则选MT9级。此零件估算重量为1.5kg,由铸造工艺课程设计手册查表2-4得:铸件重量公差值为14%。3. 机械加工余量零件为砂型铸造机器造型大批量生产,由铸造工艺课程设计手册查表2-9得: 铸件的加工余量H级。零件的轮廓尺寸为96mm 80mm,76mm,由铸造工艺课程设计手册查表2-8得: 铸件加工余量数值为2.53.0mm,因采用机器造型,金属模板,芯盒,铸件尺寸精 度高,故加工余量选值3.0mm。4. 最小铸出孔和槽根据零件生产批量由铸造工艺课程设计手册查表2-16得:最小铸出孔直径尺 寸为3050mm。因此只需铸出直径较大的孔,其余孔无需铸出,机械加工较为经济 方便。5. 起模斜度设计采用金属模具,根据零件的结构及尺寸,采用“增加厚度法”设置拔模斜度, 初步设计的起模斜度如下:上模外型模的高40mm的起模斜度由铸造工艺课程设计手册查表2-11得:粘土 砂造型外表面起模斜度为a=110, ,a=0.8mm。高22mm的起模斜度为a=1 10,,a=0.8mm。下模外型模的高40mm的起模斜度由铸造工艺课程设计手册查表2-11得:粘土 砂造型外表面起模斜度为a=1 10
4、, ,a=0.8mm。高22mm的起模斜度为a=110, ,a=0.8mm。所以起模斜度为a=1 10,,a=0.8mm。6. 铸造收缩率铸造收缩率又称铸件线收缩率,用模样与铸件的长度差除以模样长度的百分比表 示:K= (L-L ) /L*100%1 2 2K铸造收缩率L模样长度L2铸件长度2零件受阻收缩率由铸造工艺学查表3-3-7得:自由收缩1.62.0%,受阻受挫 1.31.7%。采用受阻收缩1.31.7%。取1.5%。7其他工艺参数本课程设计所进行的铸钢球阀阀体铸造工艺设计,由于属于大批量生产,并且为 中小型件。因此,经过工艺优化之后,无需进行如分型负数”、工艺补正量”、反 变形量”等工艺参数的设计。四砂芯设计球阀阀体需一个整体砂芯,三个芯头,采用树脂砂手工制芯。1. 芯头的设计芯头长度由铸造工艺课程设计手册查表3-4,3-5,3-6可得 第一种芯头根据实际设计量取计算砂芯长度:L=43mm,D=42mm。查表得:1=3035mm, s=0.5mm, a=7, a=5mm。第二种芯头长度:L=35mm, D=16mm。查表得:1=2025mm, s=0.5mm, a=7, a=5
《球阀阀体设计说明书》由会员工****分享,可在线阅读,更多相关《球阀阀体设计说明书》请在金锄头文库上搜索。
店长参加培训后的总结与感悟
新版2018年gsp质量管理制度汇编
眉山中考物理试卷
读一本好书优秀读后感5篇
心态培训总结
标准的银行贷款担保合同(三篇).doc
(江苏专用)2021版高考数学大一轮复习第七章不等式7.3二元一次不等式(组)与简单的线性规划问题教师用书文苏教版
【精选】高考地理一轮复习中图版文档:第2章 第6节 内力作用与地貌 Word版含答案
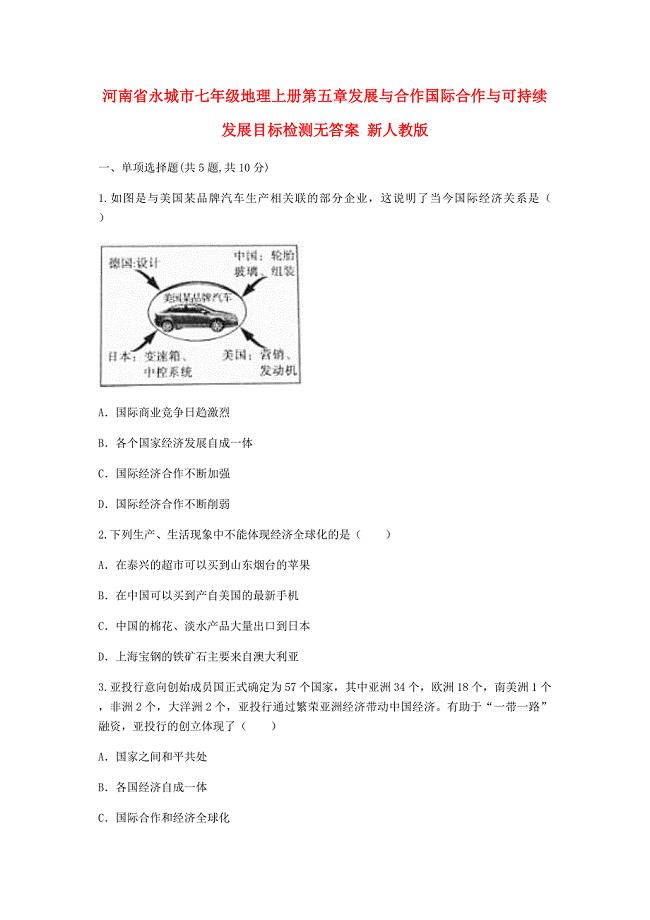
河南省永城市七年级地理上册第五章发展与合作国际合作与可持续发展目标检测无答案 新人教版
经理助理实习周记4篇.doc
“宏基”公司企业战略分析报告
水工钢结构课程设计露顶式钢闸门平面设计及拦污栅设计
房屋租赁协议标准样本(九篇)
萍乡互联网交易项目投资计划书【模板范本】
个人离婚协议参考样本(九篇)
![15[1].孙权劝学练习题及答案](https://union.152files.goldhoe.com/2023-6/18/8bba727b-e034-469c-9bf1-c6dce88cc860/pic1.jpg)
15[1].孙权劝学练习题及答案
事业单位《公共基础知识》民法专题及答案解析
《十万个为什么》读后感_14
2021年小班科学活动游羊村教案反思
社区今冬明春火灾防控工作总结(2篇).doc
 3GPP规范-R15-TS38系列NR38201-f00
3GPP规范-R15-TS38系列NR38201-f00
2022-10-13 12页
汽车吊吊装施工方案
2023-06-02 6页
人防地库地下结构混凝土技术交底
2022-12-26 7页
纪检监察室廉政风险点及防控措施-纪委廉政风险防控
2024-03-01 6页
《核舟记》《小石潭记》《关雎》阅读练习及答案
2023-09-16 1页
厂区山火事故应急预案
2024-02-21 8页
小学生读书笔记模板.doc
2023-05-14 7页
户外媒体宣传服务实施方案
2023-07-08 20页
学校预防学生溺水专项行动工作方案
2023-01-05 5页
连续钢结构桥的加固施工技术
2023-05-29 5页