
三菱PLC编程检索指令实际应用探讨
9页
1、三菱PLC编程检索指令实际应用探讨摘要:应用图文分析了三菱PLC检索指令的检索过程及特点。针对机床的刀库控制、设备数据密级访问权限和融资分期偿付的设备受控权限等控制方面,利用该指 令特点便捷有效地解决了在实际控制过程中的程序编制,保证被控对象安全可 靠地运行。检索的结果可以作为控制系统判断检索结果是否异常的依据。关键词:数据检索;随机换刀;访问权限;融资租赁;密码Investigation of Mitsubishi PLC programming search command practical application CHEN Xianguo(Shanghai Guang Hua Printing Machinery Co., Ltd.,Shanghai 200436,China)Abstract: The characteristics andsearch process for the Mitsubishi PLC search instruction is described in detail with applying words andgraphics. The cha
2、racteristics of instruction can unties expediently and effectively the control programme about magazine control for the machine, visit permissions of classification for device data and controlled permissions for the equipment of financing amortization , and assure the safe and reliable run for controlled objects. The results of the instruction searching can be used as a basis of the control system determining whether the exception of search results.Key words: data Search; random tool change; vis
3、it permission;finance lease; password0、引言三菱可编程控制器(Programmable Logic Controller, PLC)编程中的16位/32位数 据检索功能指令(SER(P)、DSER(P)具有非常实用、快捷的检索功能特点。它常常可以被 用于判别指定的检索数据在被检数据寄存器中存在与否,使得控制系统对数据的检索变得 越来越快捷、准确与方便,让人们解读理解程序更加清晰明了,特别适宜对机床刀库控制 中的系统寻刀、数据管理、数据设定、数据修改的访问权限以及融资租赁分期偿付的设备 受控权限等进行灵活有效地控制,可以保证用户设备的正常安全运行和租承双方享有的权 益和应尽的义务。1、检索指令功能特征检索1就是通常所说的查找。检索指令特征包括:定义被检数据的数量字长度)和首字 地址;定义检索数据字地址和存储检索结果字地址;在被检数据字内预先分别存储被检数据。1)数据检索16位数据检索功能指令程序示例如图1所示。内部维电器地址存储检索数据孚地址存储械检數据首字地址M1 000 | SER D0100 D0101 DO K25 3 I 口检索指令符号存储
4、检索结果宇地址检索数图1 16位数据检索功能指令程序?当M1000为“1”执行条件满足时执行系统将存储检索数据的字地址内容从被检数据 首字地址起逐字依次与被检数据字长度n内的被检数据进行比较,判别出被检数据存在 与否。2)检索结果当指定的检索数据与被检数据进行比较且结果首次一致时,系统读取存储被检数据字地 址相应的位置号(首字地址位置号为1,依次至检索数n为止),并将该相应位置号写入到 指定的字地址中,数据检索完成时将检索数据与被检数据内容一致的字地址相应数量写 入到指定的字地址+1中。图2 (a)数据检索程序及(b)依次检索判断被检数据示图如 图2所示。KI 000-4 I SER D0100 D0101 DO K25 一(a)数据检索程序恃罟宇地址被检数据1D010132DO 10213DO 10354DO 1044.5D010E1020DO 120821D012119d J22DO 12211DoioaSDO 20DI 2-23DO 123a124DO 12421数据检索的结果內容25DO 1250依次检索判断被检数据数据检索的內容图2 数据检索程序及依次检索判断被检数据示图在图
《三菱PLC编程检索指令实际应用探讨》由会员pu****.1分享,可在线阅读,更多相关《三菱PLC编程检索指令实际应用探讨》请在金锄头文库上搜索。
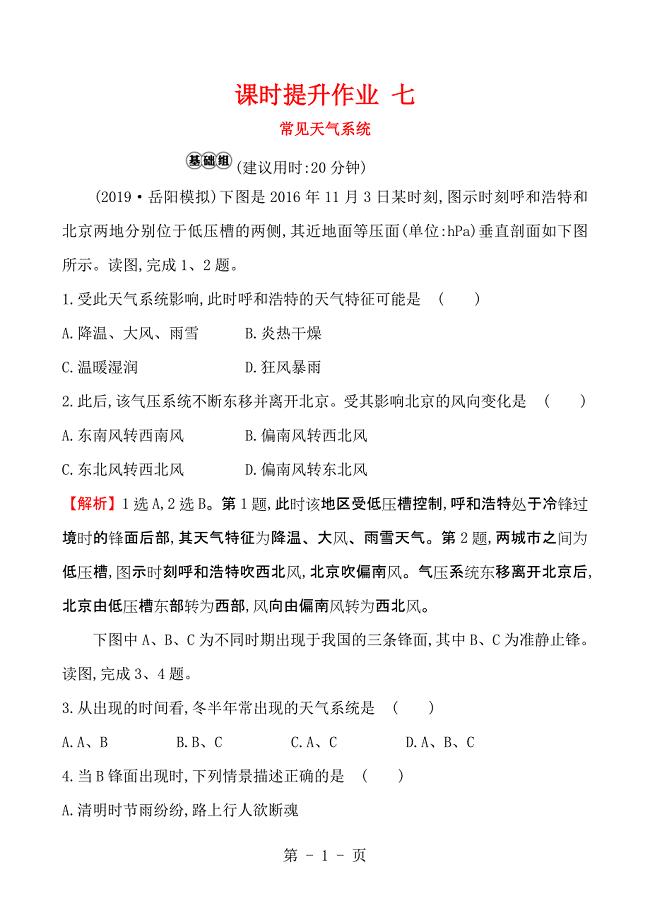
2023年课时提升作业 七 2 2.doc

2023年新时代背景下科学教育创新的思考.doc
中三九月总结.doc
隧道施工安全监理实施细则
2022年广西省建筑三类人员安全员C证【官方】考前(难点+易错点剖析)押密卷附答案100
上半年教科研工作计划模板(2篇).doc
路基桩板式挡土墙施工方案.doc
考研英文自我介绍范文锦集八篇
参考范文:把理论转变为推动科学发展的动力.doc
想成为一名优秀店长你应该知道这些-餐厅管理【精品文档】.doc
(完整版)华为管理干部选拔手册.doc

第2节 生物膜的流动镶嵌模型.doc
运维服务交付要求规范
信息技术教研组工作总结(2篇).doc
某建筑工程项目投标文件.doc
旅行社租房协议书的格式.doc
2023年教师培训计划标准模板(2篇).doc
燃煤电站烟囱排放有色烟羽现象研究.doc
2023年浅谈作文的读和写.doc
小学四年级数学第二单元测试题
 三极管开关电路设计
三极管开关电路设计
2023-08-28 11页
卫生统计学名词解释
2023-05-28 20页
教师个人的师德表现自我评价
2023-12-15 5页
反洗钱知识竞赛
2022-09-14 5页
航空企业分类
2022-09-01 20页
加盟招商方案
2022-11-18 9页
幼儿园户外混龄区域活动读书心得
2023-04-05 3页
编程注意事项
2022-09-06 6页
业绩发言稿
2022-09-03 9页
幼儿园中班关爱留守儿童工作计划
2023-03-18 6页