
塑胶产品涂装常见问题及解决办法
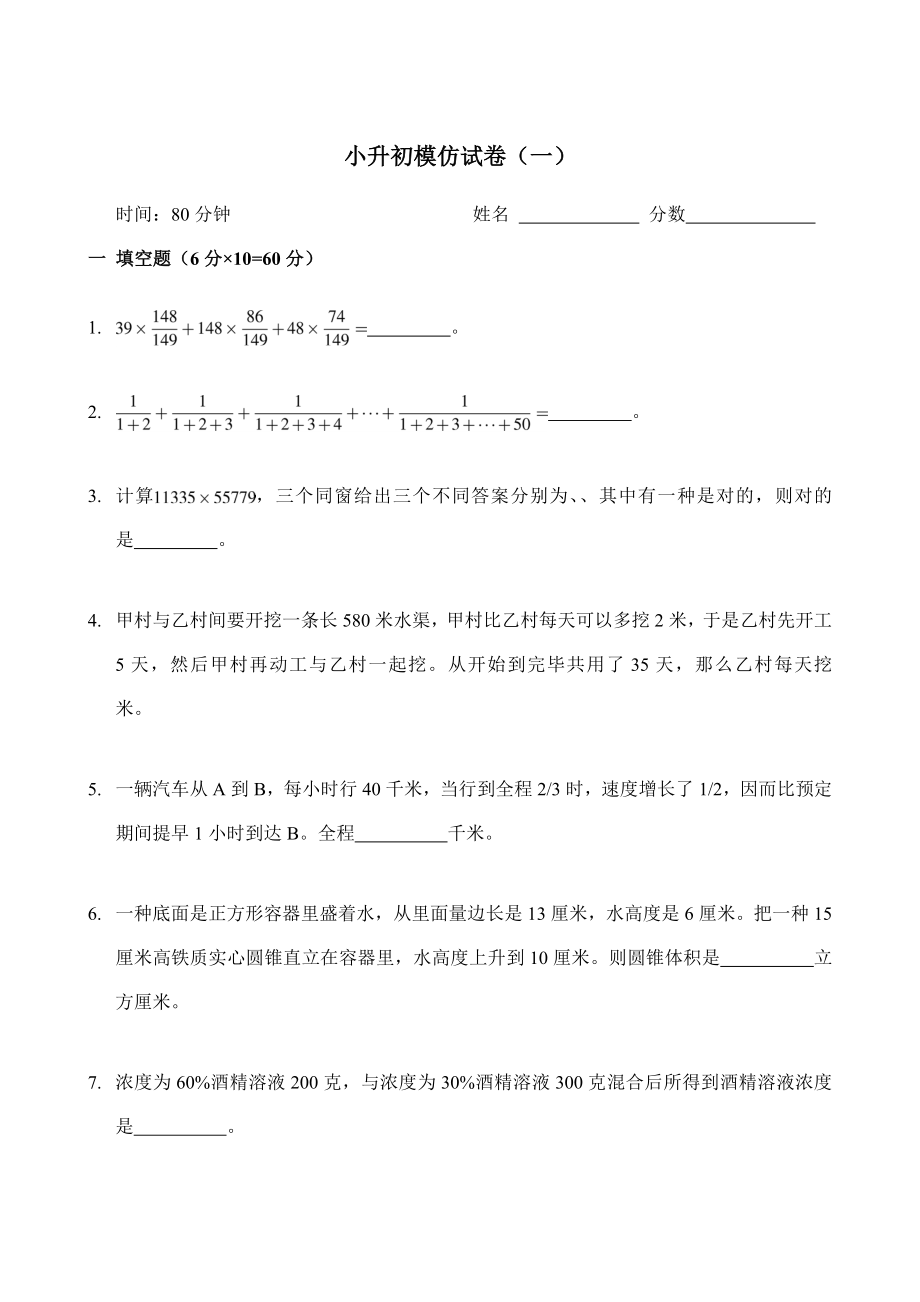
8页
1、一、前述;本人通过多年从事涂装行业工作及在通顺公司对汽车内外饰件塑料涂装产品的了解,深 刻体会到,作为一名合格的技术管理工作人员,首先必须了解和掌握所喷涂塑料产品的原料材质以及其性能;再合理的使用涂料,安排生产喷涂工艺,现以书面形式整理成文,欢迎涂 装行业同仁看过后多提宝贵意见,(本人邮箱: )常见的塑料类型有:ABS (丙烯割、丁二烯、苯乙烯)PVC (聚割乙烯)PE (聚乙烯)PP (聚丙烯)PS (聚苯乙烯) PMMA (聚甲甲基丙烯酸甲酯)PC (聚碳酸酯)POM (聚甲醛)PA (尼龙)等塑胶原材料在塑料涂料施工过程中或施工成膜后会因各方面原因产生多种缺陷,本文涉及最主要的 几种缺陷,并尽可能地讨论其产生原因及消除或尽量减少其发生的对策。塑料涂料的许多缺陷是与表面张力现象相关的,表面张力产生的原因是:液体表面分子上力分布不对称,界面上液体的力与液体内的力不同,表面的分子具有很高的自由能,相当于每单位面积上移去表面层分子所需的能量。 在固体也存在相似表面取向效应,它有表面自由能,表面力作用来减少液体和固体的表面自由能,表面张力作用使液体缩成球,因为球的表面积/体积比率是最小的。
2、如果两个不同表面张力液体相互接触,低表面张力的流去覆盖住较高表面张力的液体,因为这样总表面自由能更低。这种流动是表面张力差推动的,有些人称为表面张力梯度推动的流动。涂料能均匀稳定地涂覆于塑胶件表面的最主要条件,为涂料的表面张力必须小于被涂覆物的表面张力。以下是常见的几种问题及其解决方法。二、涂装常见的问题及其解决方法2.1缩孔现象当表面张力较高的涂料涂覆于表面自由能较低的底材上,也就是涂料表面张力与底材表 面张力相差太大时,容易造成涂料对底材的润湿性不良,接触角变大,使涂料有保持滴状倾向而裸露出被涂面,特别是罩光清漆和颜料份较少的色漆,比较容易出现这种缺陷,而且不容易修补。缩孔是由低表面张力的小颗粒或小液滴杂物产生的,它们可能存在于塑胶底材上、涂料 中或飞落在刚刚涂覆好的湿膜上。某些低表面张力物质溶解在湿膜中产生一个局部的表面张 力差,Marangoni效应将这低表面张力部分的湿膜从颗粒流开,试图覆盖周围高表面张力 的湿膜。随着流动的发生,溶剂的挥发,表面张力差增大,流动 继续,溶剂的挥发增大了黏度,阻碍了流动而最终形成凹下的缩孔。常见解决方法使用助剂降低涂料表面张力以减少缩孔增加流平
3、。它可将表面张力降低到 大多数会引起缩孔杂物的表面张力以下。2.2橘纹现象橘皮现象是涂漆过程中常见又较难克服的流平性问题,影响因素众多,大大地影响到涂 膜的平整性。原因及 对策如下:(1)在喷涂过程中,由于溶剂挥发太快,湿膜黏度急剧增加,使流平变得困难而产生橘皮。措施是根据环境季节温度变化来选择合适的稀释剂,例如聚氨酯涂料的稀释剂有冬用和夏用之分。(2)塑料工件温度太高,使溶剂瞬间挥发,湿膜来不及流平。(3)喷涂时出漆量太小或喷涂距离太远,表面沉积涂膜太薄,流平变得困难。(4)喷枪雾化不良,漆雾颗粒过大也产生橘纹。降低出漆量并提高压缩空气输出量,改善 雾化性能。(5)喷涂距离太近。喷距太近虽然涂膜厚有利于流平,但压缩空气的冲击力使厚涂膜产生 更大的橘纹,反而使流平性变差。(6) 涂料黏度过大。涂料粘度大时,涂料雾化性和湿膜流平性都差。因按照施工规范进行 兑稀并采用带恒温装置的喷涂设备。(7) 环境温度偏高,或闪干时间不足就进行烘烤。(8) 喷涂室内空气流速太快,使湿膜溶剂快速挥发而难以流平。(9) 底材粗糙易造成短波橘纹,要提高喷涂清洁度,减少表面颗粒,减少打磨以避免涂膜 表面被破坏而
4、产生橘皮。(10) 飞散漆雾在已喷涂膜表面的沉积也是造成橘纹的一个因素。另外,尽可能地提高罩光清漆的厚度并延长闪干流平时间,可以大幅度地减少橘纹,尤其是垂直面的橘纹。2.3咬底现象咬底是涂膜喷涂时,涂料中的有机溶剂对底层产生严重的溶胀起皱而脱离的现象。咬底 分为涂膜与底材和涂膜之间咬底两种。底材塑件在注塑时压力不足导致塑件局部密度不一 致,存在一定的内应力,而涂料中有机溶剂的极性和溶解力较强时,涂料中的强溶剂会咬进塑件内,出现咬底现象,此时的施工应在不影响涂料溶解性的情况下尽量减弱稀释剂的极性 和溶解力,在涂膜咬底的部位用细砂纸打磨一遍后再喷上一道涂料也可以消除咬底现象,在涂装过程中先将底材易咬底的部位薄薄喷涂,最后将此处和另外部位一同涂覆成均匀涂膜, 也可以一定程度的减弱咬底现象。2.4颗粒现象涂膜表面常见的缺陷是颗粒,严重影响外观。对于少数微细颗粒,采用1500目以上水砂纸打磨修饰,颗粒过大时或面积大时用800目水砂纸打磨重新喷涂。由于塑料涂膜要求外观是非常严格的,因此颗粒现象是塑料涂料涂装过程中返修率高的主要原因,涂膜颗粒关键是要做好预防措施。2.5底漆与清漆层间附着力问题如果第
《塑胶产品涂装常见问题及解决办法》由会员鲁**分享,可在线阅读,更多相关《塑胶产品涂装常见问题及解决办法》请在金锄头文库上搜索。

(word完整版)交通疏导方案.doc

2022个人年底工作总结范文参考
2023年公司前台工作计划3.docx
2023年辽宁省葫芦岛市建昌县建昌镇建东社区工作人员考试模拟题及答案

高庙中心学校爱路护路主题教育活动简讯.doc
解决住房民生问题

2023年追梦演讲稿46范文.docx
《分数混合运算》教学反思
2023电工年终工作总结标准范文(7篇).doc
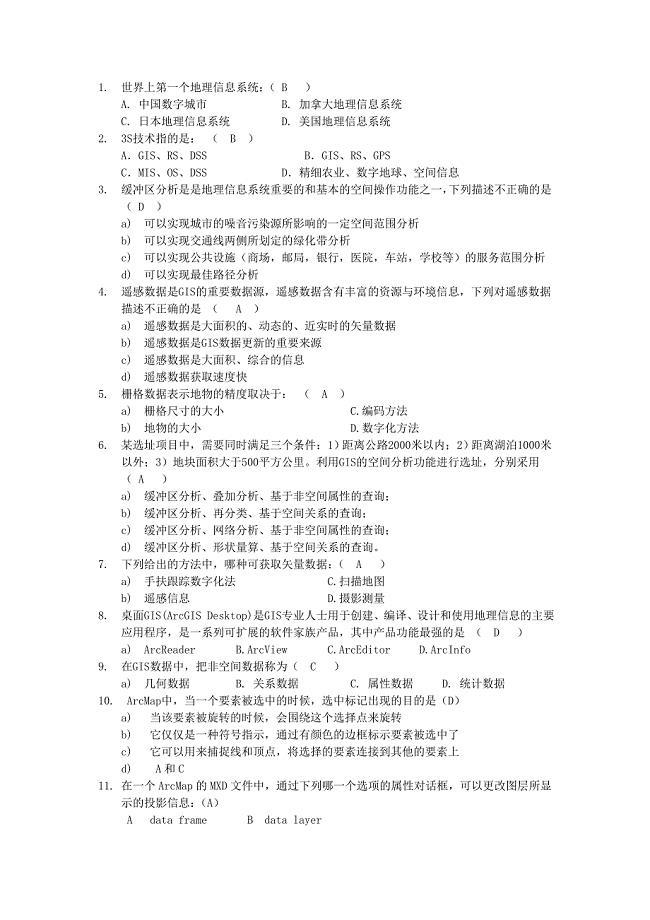
ARCGIS复习题

人教版二年级下册语文看拼音写词语练习题
![2022年四川阿坝师范学院引进高层次人才(长期)(同步测试)模拟卷含答案[0]](https://union.152files.goldhoe.com/2022-11/15/17c57529-3a86-48dd-b41c-22a770b69bf6/pic1.jpg)
2022年四川阿坝师范学院引进高层次人才(长期)(同步测试)模拟卷含答案[0]
2023年第二学期班主任工作计划标准样本(4篇)

广东省中学山市中学山纪念中学2023学年中考冲刺卷化学试题(含答案解析).doc
《那树》学案设计.doc
2021年新奥数小升初模拟试题及答案汇编精.doc

(完整版)美容瘦身变模样.doc

2023年护理学院工会工作计划2.docx

2023年竞选班干部的演讲稿249范文.docx
法律法规合规性评价
 年会活动策划范文八篇
年会活动策划范文八篇
2022-12-29 25页
汽车抵押借贷合同范本3篇
2023-03-19 10页
学生会编辑部工作计划标准范本(2篇).doc
2022-11-11 4页
大班幼儿园老师节主题班会活动总结 4篇
2023-11-18 29页
2021年电焊机的安全管理规定
2023-07-01 10页
XX村中药材规范化种植基地建设项目创业计划书
2023-11-01 7页
机电安全质量标准化及考核评分办法
2024-02-27 4页
2022房屋租赁合同样本3篇(房屋租赁合同电子版)
2024-01-27 4页
高考作文结尾
2023-05-21 6页
2022年财政局人事宣传教育工作计划
2023-01-28 3页