
受热面焊接作业指导书模板
20页
1、 A.4方 案 报 审 表工程名称:XX市生活垃圾焚烧发电项目安装工程 编号:DF887-HN-SGFA-0015致: 中国城市建设研究院XX工程咨询公司XX项目监理机构现报上受热面焊接作业指导书 施工方案/安全方案/调试方案/特殊施工技术方案/采购方案/工艺方案/事故处理方案,请予审查。附:受热面焊接作业指导书 施工单位(章): 项目经理: 日 期:总包工程师审查意见:总包单位(章): 施工经理:专业工程师: 日 期:项目监理机构意见:项目监理机构:(章) 总监理工程师:专业监理工程师:日 期:填报说明:本表一式份,由承包单位填报,建设单位、项目监理机构、承包单位各一份。特殊施工技术方案由承包单位总工程师批准,并附验算结果 / XXXX生活垃圾焚烧发电项目安装工程受热面焊接 作业指导书 编制: 审核: 批准: XX华能建设工程集团XX2016年4月目 录1. 编制依据及编制目的32. 工程概况33. 小径管施工X围及主要焊接工作量44. 焊前准备45. 主要焊接设备及器具66. 焊接施工77. 焊接技术措施及质量检验标准128. 焊接质量通病及防治、治理措施139. 安全文明施工危险
2、因素分析及措施1410.安全事故应急救援预案17附:XXXX垃圾焚烧锅炉受热面焊接一览表20一、编制依据及编制目的1.1 编制依据1.华西能源工业股份XX提供的锅炉本体图纸、资料。2.锅炉压力容器监察规程-TSG G001-20123.电力建设施工及验收技术规X(锅炉机组篇)DL/T 5210.2-2012。4.电力建设施工及验收技术规X(焊接篇)DL/T869-20125、焊接工艺评定规程DL/T868-20126.电力工业锅炉压力容器监察规程DL647-20047.钢结构工程施工质量及验收规X(GB50205-2001)8.电力建设安全工作规程DL5009.1-20029.电力建设安全健康与环境管理工作规定(国电2002-1-12);10、火力发电厂异种钢焊接技术规程DL/T752-201011、焊工技术考核规程DL/T679-201212、管道焊接接头超声波检验技术规程DL/T820-201013、钢制承压管道对接焊接接头射线检验技术规程DL/T821-200214、火力发电厂焊接热处理技术规程DL/T819-20101.2 编制目的本作业指导书针对XX市生活垃圾焚烧发电项目1#
3、2#锅炉受热面焊接的特点进行编制,用来指导受热面的焊接工作,确保焊接质量及施工工艺符合要求。二、工程概述项目名称:XX市生活垃圾焚烧发电项目建设单位:XX中科绵投环境服务XX工程厂址: XX市玉皇镇坚堡梁村八社(XX市第二生活垃圾卫生填埋场内)工程情况:一期规模1000 t/d,年处理垃圾36.5万吨。设2条500t/d生活垃圾焚烧生产线。垃圾焚烧炉余热锅炉产生的蒸汽驱动汽轮发电机组发电。除厂用电外,剩余的电力送至国家电网。受热面施工内容:本工程安装两台、蒸汽额定流量为49.4t/h的自然循环水管锅炉,及相应公用设施配套工程。HX49.4/4.0-1型锅炉是中压、自然循环余热锅炉、室内布置。膜式水冷壁形成一、二、三、水平烟道,三烟道中布置有六片水冷蒸发屏,水平烟道中布置保护蒸发管屏、高温过热器、中温过热器、低温过热器、蒸发管束、一、二、三级省煤器。低温过热器和中温过热器之间设置一级喷水减温,中温过热器和高温过热器之间设置二级减温。锅炉烟道、水冷蒸发屏,保护蒸发管屏、高温过热器、中温过热器、低温过热器、蒸发管束、一、二、三级省煤器采用全悬吊结构。三、受热面焊接施工X围及主要焊接工作量锅炉
《受热面焊接作业指导书模板》由会员桔****分享,可在线阅读,更多相关《受热面焊接作业指导书模板》请在金锄头文库上搜索。

蛇串疮中医护理方案样本.doc

敬老院管理制度范文(五篇).doc
二婚婚前协议简单电子版(五篇).doc
实习班主任工作计划标准范本(6篇).doc
2023届江苏省常州市名校高三适应性调研考试英语试题(含答案解析).doc
学校开学迎新创意活动策划方案
2023年小学五年级数学《-行四边形面积》教学反思
冬季安全小学生演讲稿
2023年关于增强乡镇党委中心组学习实效性的调研.docx
弱电工程合同范本
课前三分钟演讲稿集合10篇
2023年医生述职报告 2.docx
(word完整版)试用期转正考核方案(述职报告+360评核).doc
高中周记模板集锦8篇
年度医院会计工作计划
2023年学生会个人工作总结800字.DOC
三年级语文习题.docx
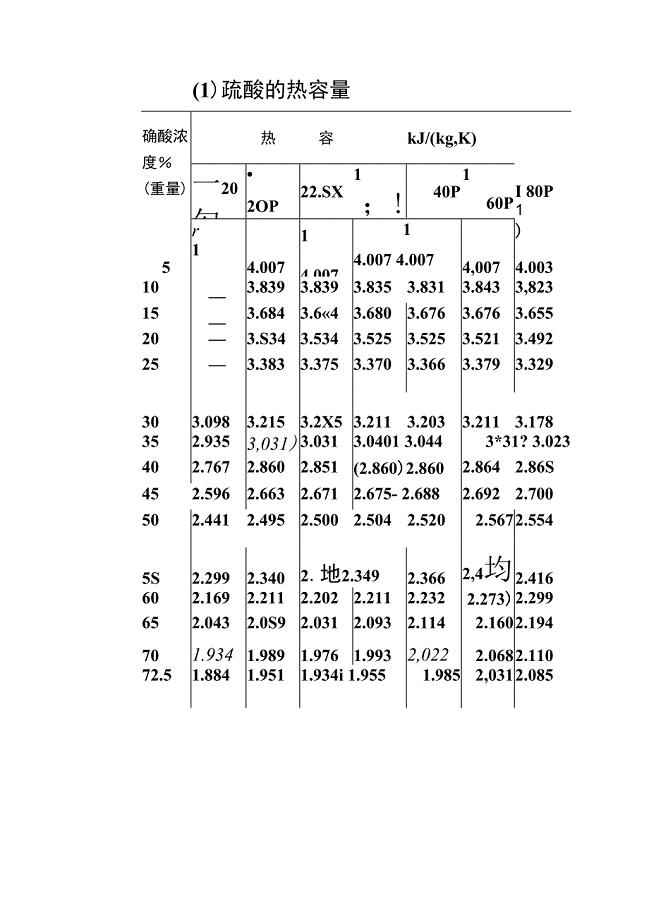
硫酸热容量

小学数学教师工作计划个人(4篇)
2023年河南省新乡市延津县魏邱乡雷庄村社区工作人员考试模拟题及答案
 动画上毕业论文范例
动画上毕业论文范例
2023-08-09 22页
压题高考作文训练-议论性散文开头模式与技巧Word版
2023-04-30 6页
吨数控座式焊接变位机设计设计
2023-09-28 77页
2022年保育员(初级)资格证书考试内容及考试题库含答案第1期
2023-09-25 13页
单位工程施工设计方案实例
2022-10-24 29页
初级实务模拟试卷1
2022-12-09 20页
苏教译林版英语五年级上册期中测试题word版1
2022-08-24 4页
现代通信技术专业课程设计基于单片机控制的超声波测距报警系统设计
2023-04-23 24页
2023届云南省玉溪市元江民中普通高中毕业班综合测试(二)物理试题
2023-08-21 15页
【精选】北师大版数学选修41练习第2章圆锥曲线2含答案
2022-12-28 2页