
铸造工艺设计(DOC 14页)
14页
1、铸造工艺设计佳木斯大学铸造工艺设计说明书铸造工艺设计说明书设计题目法兰盘设计学 院材料科学与工程年 级09级专 业材料成型与控制工程学生姓名xx学 号xxxxxxx指导教师xxxx佳木斯大学目 录1 设计任务11.1 设计任务11.2 设计的技术要求12 铸造工艺方案的确定22.1 铸造工艺方案分析与论证22.1.1 零件结构分析22.1.2 分型面的确定32.1.3 浇注系统(包括冒口)的选择32.1.4 工艺参数的确定52.1.5 铸造工艺简图62.2 芯盒的设计62.2.1 制芯方法的确定62.2.2 芯盒选材72.2.3 芯盒简图72.3 模板的设计72.3.1 模板类型72.3.2 模板的选材72.3.3 模板的定位装置72.3.4 模板简图82.4 合箱图82.4.1 砂箱的选择82.4.2 砂箱的定位82.4.3 砂箱的其它工艺参数(包括压铁、起吊等)82.4.4 合箱简图图93 铸造工艺卡104 参 考 文 献11不要删除行尾的分节符,此行不会被打印1 设计任务1.1 设计任务 法兰盘是使管子与管子及和阀门相互连接的零件,连接于管端。法兰上有孔眼,螺栓使两法兰紧连。法兰
2、间用衬垫密封。1.2 设计的技术要求设计应达到的技术要求1. 铸件材料为45号钢,保证符合其机械性能2. 需要加工的表面须留出必要的加工余量3. 铸件避免有砂眼、气孔、裂纹等缺陷4. 未注倒角c12 铸造工艺方案的确定2.1 铸造工艺方案分析与论证2.1.1 零件结构分析由零件图分析可知:铸件尺寸为130mm100mm45mm ;净重1.17 kg,为小型铸件。铸件的轮廓尺寸200mm,查表3-2-11知砂型铸造时铸件最小允许壁厚为8mm,由零件图知铸件的最小壁厚为6.5mm,看似不合理但是把加工余量算在内就符合要求了,所以是合理的。根据零件图建立Pro/E实体模型如图。2.1.2 分型面的确定铸件大部在同一半型内,便于下芯,合箱,检查尺寸,并且型芯只有一个,铸件容易清理机械加工方便,型腔和主要型芯都在下部,起模方便,工艺较为简单,适用于机械大批量生产。2.1.3 浇注系统(包括冒口)的选择分析铸件,铸件材质为45号钢,熔点高、流动性差、收缩大、易氧化,要求金属液快速平稳的充型则选择开放式浇注系统浇注,因其进入型腔时金属液流速度小,充型平稳,冲刷力小,金属氧化轻,也有阻渣效果。有利于排
《铸造工艺设计(DOC 14页)》由会员新**分享,可在线阅读,更多相关《铸造工艺设计(DOC 14页)》请在金锄头文库上搜索。
2023年电脑硬盘开不了机的解决方法电脑机械硬盘安装图解.docx
一体推进“三不腐”工作的几点思考

台北县立板桥国民中学
2023年会计专业英文求职信.docx

企业会计岗位职责描述模板(二篇).doc
2023年秋天写景作文121范文.docx
2023年安塞腰鼓 示例.DOC

动漫专业求职信
小学四年级下册数学期中试卷及答案
2023寒假随笔日记7范文.docx
教师期末考核工作总结例文(二篇).doc
2023年党政领导干部培训学习心得体会.docx
2023年森林防火五年级作文600字.DOC
元旦晚会活动策划方案样本(9篇).doc

板牙套丝时圆杆的直径(全)
2023年打造信用社精品网点的问题分析与对策建议.docx
保管合同范本(8篇)
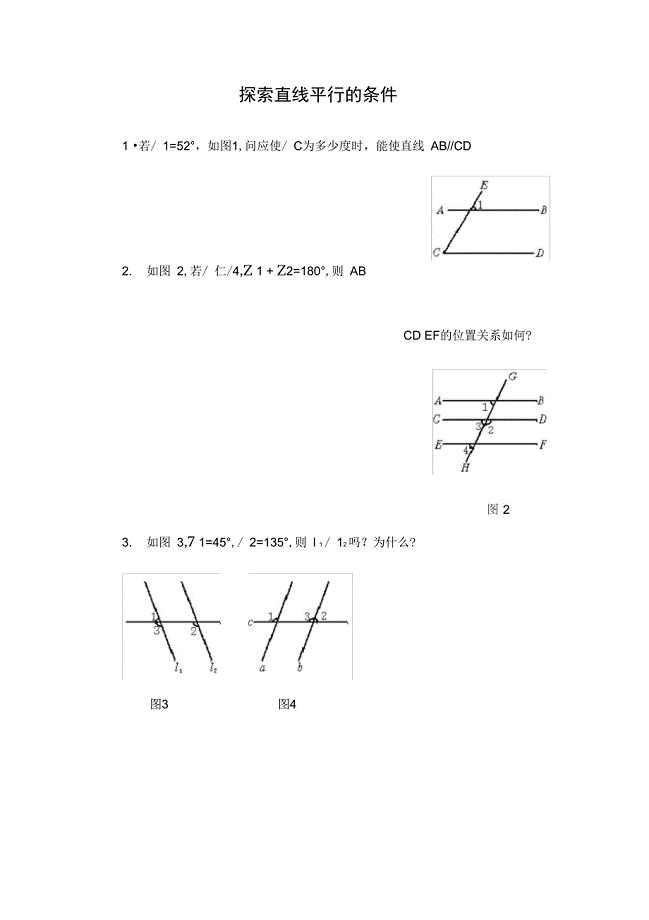
《探索直线平行的条件》同步练习(3)(答案)

某公司网络工程建议方案书
数控技术研究现状及发展趋势
 初中学校档案管理工作总结范文
初中学校档案管理工作总结范文
2022-12-29 4页
标准论文格式
2022-08-02 13页
管理人员小食堂12月份餐费清单
2023-06-17 2页
班主任工作总结体会
2023-06-27 4页
七年级语文课外阅读理解练习
2024-01-05 11页
长方体的表面积说课稿
2022-07-31 5页
商业银行综合柜台业务教案(DOC 16页)
2023-06-25 17页
天津大学药学综合真题解析,考研心态,考研真题,考研经验,真题解析
2023-10-07 12页
新部编版语文六年级下册课外阅读练习含答案+作文习作
2022-12-15 18页
日语初级动词变形练习1优选试题
2022-10-31 5页