
管道固定45度焊接[苍松文书]
2页
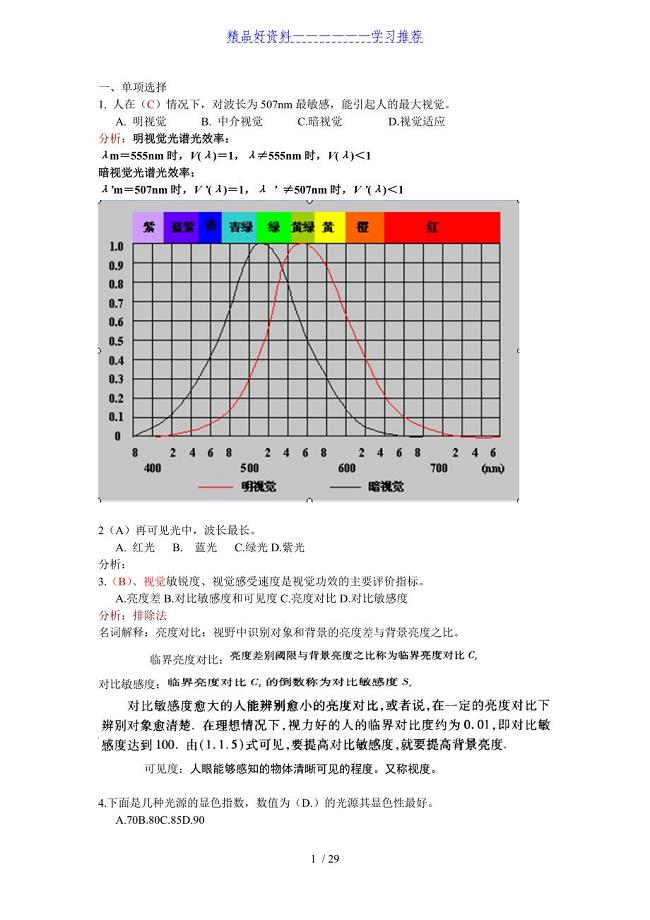
1、作为一名焊工,需要按照焊接程序进行规范化作业,即通常所讲的“焊接三检制”,具体为:焊前准备工作、焊接过程控制、焊后清理。1 焊前准备 产品制作时,焊前准备是完全有必要的。那么,在焊接技能大赛中,焊前准备工作显得尤为重要,这将直接影响到个人的比赛成绩。 焊前准备主要是进行设备性能的调试确认;母材材质、坡口形式确认;焊材规格材质、烘干情况确认;劳保用品穿戴好,调整好心态等。 将工件的坡口两侧20mm内完全打磨出金属光泽,置于焊接工作台上(坡口面角度一般为30,无钝边);将烘好的焊条放于焊条保温桶内,能够做到随用随取。2 焊接过程 焊接过程是在焊前准备的基础上进行的。作为斜45固定管管对接焊条电弧焊的核心内容,焊接过程控制包括装配点固焊、打底焊接、填充焊接、盖面焊接四个环节。2.1 装配点固焊 按照图1要求,调整好对接间隙,保证间隙等于打底焊条直径3.2,错边量尽可能小,一般不大于0.5mm,然后在坡口内均匀点固三处,焊点两侧进行修磨,使斜度尽可能小,保证接头处打底圆滑过渡。同时,注意点固焊点不得位于正下方。 2.2 打底焊接 打底焊接是难度最大的一个环节,在斜45固定管对接焊接过程中,从两
2、侧立向上焊接,每侧分两半部分完成打底焊接。由于始焊时工件温度较低,正下方焊接成形困难,最容易出现焊接缺陷,一般起弧位置跨过正下方1020mm起弧。首先焊接的一侧前半部分先跨过6点位置,在仰焊位置的5 6点中间位置起弧(见图二)。打底焊接选用直径为3.2mm的焊条,焊接电流为110130A。对准坡口两侧进行预热,在看到“出汗”现象时,压低电弧,击穿钝边,使用间断灭弧方法进行焊接。同时,控制弧长在3mm左右,便于控制熔池温度及熔池形状。先焊接的一侧打底完毕后,再进行另一半的打底焊接。 打底焊接时,须注意观察熔池情况,熔池一般保持椭圆形为宜,熔池为圆形时表明温度过高;同时,注意观察熔孔大小,熔孔大小以两侧母材钝边完全熔化并咬入0.51mm为宜。熔孔过大,易形成焊瘤或烧穿;熔孔过小,容易出现未焊透或冷结现象,弯曲试验时容易裂开。在观察熔池的同时,通过听觉进一步确认击穿熔透,在听到“噗噗”声,则意味着已经击穿熔透。在运条时,控制好铁水的流动方向,确保铁水、熔渣彻底分离,防止紊流现象带来的内部焊接缺陷。2.3 填充焊接 中间填充层焊接,相对比较容易,仍使用3.2mm的焊条,起弧点和打底焊接的起弧点
3、要错开10mm以上。由于工件的温度整体已经较高,焊接热输入比打底要小一些,一般是将焊接速度略微提高一下,打底焊接速度一般为68cm/min,填充焊接速度910cm/min。考虑在仰焊位置铁水的流动性、受力情况,焊层要薄,厚度一般控制在2mm左右。并且控制焊波呈水平或接近水平方向,有利于熔渣的浮出,防止内部焊接缺陷的产生,必须保证填充焊接后,加工坡口边缘清晰可见,一般焊缝低于母材外表面0.51mm,为保证盖面焊接的焊缝宽度、直线度等打下基础。2.4 盖面焊接 斜45固定管对接盖面焊接,与水平固定、垂直固定等有独特之处,主要表现在起头、运条、收弧三方面。为确保盖面成形质量,盖面焊接仍使用3.2mm的焊条。盖面焊接主要是为了获得良好的外观焊接成型,焊接热输入要相对降低。根据个人经验,焊接速度大约提高到12cm/min。1) 起头 起弧点和填充层的起弧点要错开10mm以上,并且不得在正下方。中间填充层焊接完毕后,焊道较宽,引弧后按照图三(a)14所示顺序进行焊接,焊接厚度仍然要薄,要求不大于焊条直径。后半部分在立向上焊接时的起头从5、6开始,形成“入”字形接头,保证圆滑过渡。2)运条 焊接起弧后,转入正常的运条焊接。为保证良好的外观成形,处理好铁水的受力问题,运条须控制焊波呈水平状态。为此,焊条总是在水平位置随焊接速度向前移动,参照图三(b)。焊接时,摆动幅度12mm,在两端停留时间一般为0.51s,使熔化金属覆盖量增加,防止出现咬边缺陷。3)收弧 在钢管上部12点左右位置进行收弧,见图三(c)所示。收弧时,尽量使焊波的中间略高一些,防止产生焊接缺陷的同时,能够使焊道更加美观,容易获得良好的外观成形。3 焊后清理 在产品制作时,需要焊工做到焊后清理,自检合格后打施焊焊工本人的钢印号,方可转下道工序;焊工考试或比武时,规范操作、外观质量也是非常重要的,同时,作为完整的焊接操作程序,焊后清理也是必不可少的环节。4 小结 由于斜45固定管对接立向上焊接项目综合性非常强,自然成为用人单位技能评定、焊工比武的首选项目。作为新时代的焊工,仅仅具有操作规范化、扎实的技术功底、稳定的心态是远远不够的。不仅要苦下功夫,还需要善于学习、善于总结,才能不断提高个人的综合能力,适应当前形势的发展,才能为企业、为国家做出更大的贡献。1建筑土木a
《管道固定45度焊接[苍松文书]》由会员hs****ma分享,可在线阅读,更多相关《管道固定45度焊接[苍松文书]》请在金锄头文库上搜索。
照明设计师练习题1(上课用)

广西导游考试基础知识模拟试题

2023年采购员工作计划2范文.docx
2023小学班主任学期工作计划标准范本(四篇).doc

2023年感悟人生作文锦集五篇.docx
发展心理学课后习题及解析汇报
医院儿科和新生儿科发展计划
2023年以感恩老师的小学生演讲稿278.docx
销售部门年度工作总结参考范文(六篇).doc
酒店老员工带新人工作总结(3篇).doc
2022-2023学年黑龙江省绥化市安达第七中学化学高三上期中调研试题(含解析).doc
标准企业劳动合同经典版(三篇).doc
公司中秋节活动总结参考样本(二篇)
评估委托合同范文(5篇)
2023年吃药隔多久吃另一种药《药》的另一种教法.docx

2023年青春是用来怀念的.docx
幼儿园三月份工作计划范本(八篇).doc
2023年寒假社会实践活动总结.docx
2023年劳动合同到期辞职报告.docx
内蒙古智能控制器项目建议书_模板范文
 商铺租赁终止合同电子版(六篇)
商铺租赁终止合同电子版(六篇)
2022-08-22 16页
门市房出租合同范本(九篇).doc
2023-06-17 23页
纸箱订购合同范文(8篇).doc
2022-08-12 9页
个人门面租赁合同样本(六篇).doc
2022-09-13 13页
经销商代理合同律师版(6篇)
2023-05-01 24页
2023夫妻自愿离婚财产划分协议书范本(三篇)
2022-08-15 10页
房租租赁合同参考样本(7篇)
2023-03-29 27页
房屋买卖协议书格式范文(九篇)
2024-01-14 21页
铲车租赁合同常规版(七篇)
2022-09-11 17页
简单的无息借款合同模板(5篇).doc
2024-01-21 12页