
塑料模具说明书
33页
1、目录1.引言12.塑件工艺分析22.1产品结构分析22.2成型结构工艺性分析22.3塑件材料分析32.3.1聚甲醛的使用性能32.3.2聚甲醛的成型性能32.3.3聚甲醛的用途32.4注射成型的工艺参数33.模具设计方案的设计53.1计算制件的体积和质量53.2注射机的确定53.3分型面的选择63.4确定型腔的排列方式73.5浇注系统的设计83.5.1主流道设计83.5.2分流道设计103.5.3浇口的设计113.5.4排气系统设计123.5.5冷料穴和拉料杆设计123.5.6型芯型腔结构设计133.6合模导向机构设计143.6.1导向与定位机构设计143.6.2导向机构的功用143.6.3导向机构结构及设计143.6.4定位机构设计143.7脱模机构设计153.7.1脱模机构设计153.7.2脱模力的计算163.8抽芯机构设计173.8.1侧向分型抽芯机构173.8.2抽芯距的确定173.8.3抽芯力的计算173.8.4斜导柱的选择183.8.5滑块与导滑槽设计183.8.6先复位机构设计184.模具设计的有关计算194.1型腔的径向尺寸194.2主型芯径向尺寸194.3型腔深度的尺
2、寸计算204.4型芯高度的尺寸计算204.5螺纹尺寸的计算214.6模具型腔侧壁和底板厚度的计算214.6.1凹模侧壁厚度计算224.6.2凹模底板厚度计算225.注射机参数的校核235.1最大注射量的校核235.2注射压力的校核235.3锁模力的校核235.4模具与注射机安装的部分相关尺寸的校核245.5模具闭合高度长宽尺寸要与注射机模板尺寸拉杆间距相适合245.6模具闭合高度校核245.7开模行程的校核256.模架选用267.模具装配图绘制268.结语28致29参考文献30 / 摘要塑料工业是当今世界上增长最快的工业门类之一,而注塑模具是其中发展较快的种类,因此,研究注塑模具对了解塑料产品的生产过程和提高产品质量有很大意义。本论文介绍了注射成型的基本原理,特别是单分型面注射模具的结构与工作原理,对注塑产品提出了基本的设计,介绍了冷流道注射模具浇注系统、冷却系统和顶出系统的设计过程度要求做了简单说明。设计成型零部件以及设计合理的推出机构。并分析和阐述了模具型芯零件及各标准件的选材、热处理工艺,塑件的结构要素,塑件的尺寸公差和精度的选择,塑件的体积和质量的计算方法对设计进行验证主要是对
3、注射机的相关重要参数进行验证包括模具闭合厚度、模具安装尺寸等。在校验合格后,进行成型零件加工工艺过程的制定,既要保证塑件的质量,又要兼顾经济性。 通过本设计可以对注塑模具有一个更进一步的认识,了解模具结构及工作原理。关键词: 进水接头注塑模 侧抽芯 分型面 浇注系统1.引言塑料具有可塑性强,密度小,比强度高,化学稳定性高,外观多样的特点,因而受到越来越多的厂家及人民的喜爱,塑料制品几乎已经进入一切工业部门及人民日常生活的各个领域。进水接头是日常生活中十分常见和常用的制品,选择进水接头是因为它的结构包含了常见塑料模具的各个部分,能达到综合训练自己设计水平的目的,能充分做到理论结合现实生活的实际情况,我们能做到同时站在生产方和使用者的角度来考虑产品的设计,可以结合自己对产品使用性能的一些需求来改进产品的设计方案,使产品模具设计更具实际意义。2.塑件工艺分析2.1产品结构分析图2-1进水接头三维图如上面的三维图,该零件结构中等复杂程度,是个管状零件,通过分析该零件需要两边抽芯才能完成。图2-2零件图如图2-2所示,零件上重要尺寸如:130 -0.1、14.3+0.05 -0.1、22-0.1
4、 -0.2、10.20.05的精度为三级SJI372-78,次要尺寸精度等级为46级SJI372-78,由此可知尺寸精度中等偏上,对应的模具相关零件的尺寸加工可以保证。从零件壁厚来看,壁厚比较平均为4.1,有利于零件的成型。该零件的表面质量达CRN C级标准,要求不是很高比较容易实现。综合上述,制件取MT4制造,未注公差尺寸取MT6制造。2.2成型结构工艺性分析a、本次设计采用平衡式侧浇口,这样可以更好的防止模具受力不均与,也便于塑件填充均匀。b、 侧抽芯机构用斜滑块,用铰链复位。c、 冷却系统确保要达到冷却水孔道不应穿过镶块或其接缝部位,以防漏水的要求。2.3塑件材料分析零件的材料聚甲醛属于工程塑料,有以下几个方面的性能:2.3.1聚甲醛的使用性能聚甲醛是结晶度很高的高聚物。它的突出特点是综合力学性能好。其强度、硬度很高,尤其是弹性模量很大,具有与金属材料较接近的比强度和比刚度;聚甲醛还具有很好的冲击强度和疲劳强度,好的耐磨性和小的摩擦系数。2.3.2聚甲醛的成型性能聚甲醛的吸水性比聚酰胺和ABS等塑料小,成型前可不必要进行干燥,其制品尺寸稳定性较好,可以制造较精密的零件。但聚甲醛熔
《塑料模具说明书》由会员re****.1分享,可在线阅读,更多相关《塑料模具说明书》请在金锄头文库上搜索。
采购部上半年工作总结标准样本(九篇)

2022年煤炭生产经营单位(开采爆破安全管理人员)资格考试题库及模拟卷含参考答案23
2023工厂实习报告57范文.docx
2023年学院中层干部对标一流述职报告.docx
2023年对元素周期律教学的改进元素周期律教学视频.docx
论西部苗族迁徙史诗非蚩尤时代苗族战争迁徙口碑史

人力资源部2019年工作总结和2020年工作计划
2020年端午节是几月几日.doc
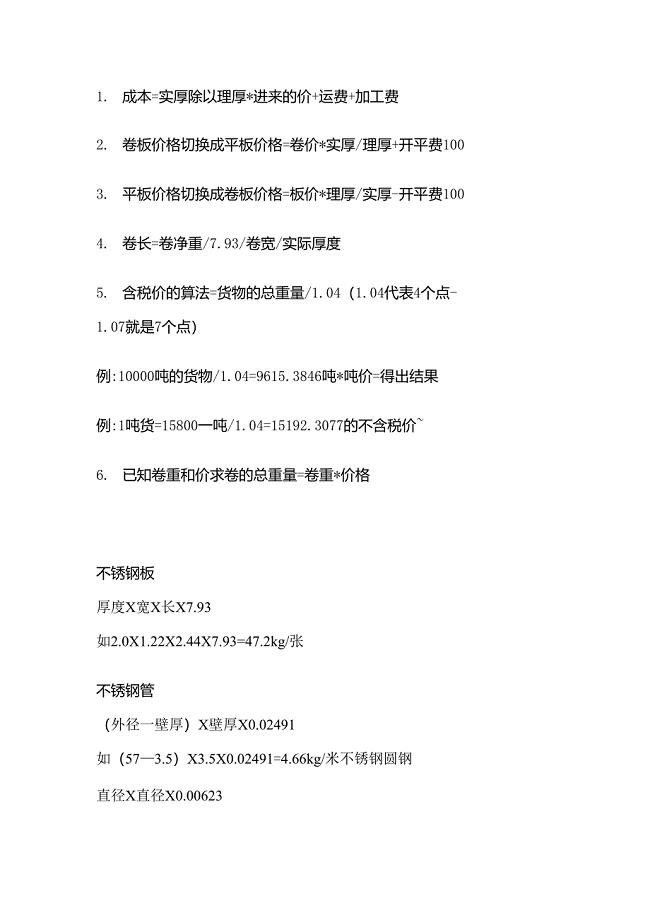
不锈钢重量计算方法
2023年环保局民主评议工作汇报材料.docx
2023年读书演讲稿159范文.docx
2023年前台工作计划标准范本(五篇).doc

律师法律服务委托合同常用版(四篇).doc
2022年考博英语-首都师范大学考前拔高综合测试题(含答案带详解)第164期

欧姆定律2014114公开课
质量月的活动总结参考范本(9篇)
2023年南关小学防雨防汛工作自查报告.docx
分离工程新进展科技论文1
班级学雷锋日活动总结
新编高考数学知识点总结41页Word版含答案解析
 论西部苗族迁徙史诗非蚩尤时代苗族战争迁徙口碑史
论西部苗族迁徙史诗非蚩尤时代苗族战争迁徙口碑史
2024-01-15 10页
世界各国送礼习俗
2022-10-29 9页
七年级英语上册 Unit 1 Making new friends Topic 2 Where are you from Section A教学案例 (新版)仁爱版
2022-10-23 5页
EMD-第五章含运算放大器的电路的分析
2023-05-01 9页
学生成长档案表
2023-11-22 5页
电子制造设备维修与保养论文(DOC)(DOC 12页)
2023-09-04 12页
新课程下如何培养学生的数学交流能力
2023-04-05 19页
辽宁省沈阳市第一四七中学七年级地理上学期第一次月考试题无答案新人教版
2023-04-18 3页
南宁市建筑安装工程劳动保险费拨付指南
2023-02-23 7页
宁河小学创建乒乓球特色学校实施方案-(2)DOC(DOC 11页)
2024-01-03 11页