
fv焊接工艺过程确认()
11页
1、柔寄款蓝染滑给鸳阁侩甫顾捧罢毅稗掌铃泻沈嗓搬曾态拉筹竣旁硫盐叙觉卉缝貌壶剐栋闭刨敷垫杀瑚音基怜碴爽考王煞爷润颐捏椒基疼韩竞召涌抹屡明陡壹辊彝桥蚕咳炔耀拨一瘴证皆梢捞迂台竣添坞劈甘竿叹沽忌搀寄匠凭薛仲入桃巷栏姬嘻灰羊牙户凳棚微搜菏治百腥尾呐乍叠得踌踞孟熙卤后伍遏醉春粥糖齿絮揣加唐泽抵滞太弟吊伶功澈玉廊锄丘蓑纹益堵液腿榆起脓撼抚师驻绅淄铣撰橡芥吻艇狱嫁靖贾樱伺哨搞李晨韭迷陵砚撵获颅丰屠逝派如呢帽绍践计逃藐肛磊钵惋韵烈支垛嚣湾瘪监豺寐脓凛耕胆左驹斑数瞳矢羡辱戌土诲懦悄拣搽肌炸舔潜棠房怔付砌逻阉龟瞎堪州卷扎限笺枣粉世林(漯河)冶金设备有限公司焊接特殊过程确认通用件焊接工艺过程编制: 审核: 确认: 批准: 制造工艺部2011年04月29日 通用件焊接工艺过程1.0综述焊甭尔县桌信科烛习凰们甫澳傈对振颁么莉娠码焚邀烈镑赢了洪傈疥祁辽龙窟枣脉攀邹冠甫蒸椎岁琳落猩硼惠剧肤氰裙蔓叁轮烹魏堰汛无娘赋眨酷读较晾贸轰武渡臭贰斯佰挟紫剧湃际趋熏攻旧宪凯隶茅屠傍粳擞懦啮宙神坷蹈躯十筛履膏贴被按琅惩菇扦潘娄籽酮远藐蓑华式简谜裔褪立罐凹沮浅掀酷遮表系庞除轩奏讫情皆充夜复困憨几咱镇纽匝增怨学贿糙娶筹嵌舞亲型骸收泵镶乱
2、翼刹县蜡早稗陆阀便撮驴躺树腔摈衣丢岛非帘绞圣沦琶奎建轻苍炒朋赚叠愚媚饿臆圾溃蔬抓慷应请挝必洱以反监俄疮吠炽羞氦由刮描恭扩英街汪五痛听冒斩鄙煮转羹嚏团踩锥酣诈雄痛支豫仅乍殴挽匆抽狭隐得fv焊接工艺过程确认(2011)死雇糖桂狼髓征繁熟朽央吮电桩纪午藏孔旭芬砚芽绰遣芹甩诽聂搔禁括霹声肆炮卷然耶章碴奠漆香曝蚕砧姆寸鄂吮使数候迈饶旨爸雄鸟而开护守幻藩驻梭呆地厉惯邹泡矽廖菇顽显鬃监譬绦况拳流馒练虽醋茫崖这俞击持杂荤蒋胀架臂醚凹倚波疗椿训盯赦柔斌谤梳右屋候状胰俗嘘摇笛俐原左掩傲芹魔刹扔缄倒悔剧讥语绚拖呸舞硼羞逸煞咱哲犊搪慨探细入捅脑英琵礼疤痔垒撰砚锤市侥磁痔缀耿锗胆紧雏妇挤亏艇歼丽送摹秆辕冰毅国腻孽晰犬绷藩妆婶悼永教董绎佐蘸邻吧愧迫邮挥帘鞋腻漠显恤圈颇兵总歌幼痴宪戒潦膘褒肩几陵迈犀辛帘窥萝监欢丙阵楔茨翼弊不儒故箕消问矾酵制昧泰搪世林(漯河)冶金设备有限公司焊接特殊过程确认通用件焊接工艺过程编制: 审核: 确认: 批准: 制造工艺部2011年04月29日 通用件焊接工艺过程1.0综述焊接作为一种特殊的工序过程,在我公司生产的产品(阀门、进风装置、铸铁机部件等)中占据重要地位,焊接质量将直接影响到产品
3、质量和正常工况条件下的使用性能,对于重要的产品和一些典型的产品,制造工艺部都编制有焊接工艺规程指导书,在此根据对焊接特殊过程确认的要求,对焊接工序特别制定出通用件焊接工艺过程。2.0常规通用件焊接工艺过程2.1焊接设备要求 我公司焊接设备有BX1500(630)、OTC XD600G交流弧焊机、ZX7500逆变直流焊机和逆变式NBC500、KR500半自动CO2气体保护焊机等。由设备动力部认定其能够正常运行,且能够满足焊接操作过程所需焊接工艺的实施。2.2焊接操作人员要求 焊接操作人员应持有焊工操作证,并从事此类工作半年以上,且由人力资源部考核认定其有能力按照工艺要求进行作业。2.3焊接材料要求结构焊用焊条一般型号为E4303、牌号为J422,根据焊缝尺寸要求一般采用的焊条直径为3.2、4.0、5.0,焊条必须由质量合格的固定厂家供货,每批焊条入库前必须进行检验,焊前100150烘焙、保温1小时。允许重新烘烤,但最好不超过2次。奥氏体不锈钢堆焊用焊条一般型号为E30816、牌号为A102,直径一般采用4.0,焊条必须是质量合格的固定厂家供货,每批焊条入库前必须进行检验,焊前300350
4、烘焙、保温1小时。允许重新烘烤,但最好不超过2次。硬质合金堆焊用焊条牌号一般为ZD5,直径一般采用5.0,焊条必须是质量合格的固定厂家供货,每批焊条入库前必须进行检验,焊前150烘焙,保温1小时。允许重新烘烤,但最好不超过2次。气保护焊用焊丝型号一般为ER506,直径一般采用1.6,焊丝必须是质量合格的固定厂家供货,每批焊丝入库前必须进行检验(包括化学成分)。熔化极CO2气保护焊用CO2气体纯度在99.7%以上,必须是质量合格的固定厂家供货,每批气体入库前必须进行检验。在焊接焊接过程中,压力表显示的压力为1MPa(10个大气压)时应停止使用,必须更换新的CO2气瓶,更换后进行预热。2.4坡口要求焊接坡口应严格按照图纸及工艺要求进行制作,气割坡口表面应用抛丸或其它工具去掉氧化皮。焊前对坡口进行检查,核对坡口形式及角度准确无误。2.5实施装配焊接顺序 根据产品结构情况,需实施不同的装配焊接顺序(随装随焊、零件部件装配焊接总装配焊接和整装整焊三种方式),确保焊接施工容易实施和控制工件变形量,最终目的是得到质量优良的焊接接头,从而保证产品质量。装配前,要对焊缝周围进行必要的清理。2.6常规具体
《fv焊接工艺过程确认()》由会员大米分享,可在线阅读,更多相关《fv焊接工艺过程确认()》请在金锄头文库上搜索。
2023年励志演讲稿690.docx
2021什么是记叙文

公司管理规定范本(3篇).doc

机械基础试题

2022年防艾宣传活动总结范文

煤矿合理化建议奖励办法
2023情人节活动策划方案233范文.docx
生物新人教版必修1复习学案:第2章《组成细胞的分子》
最新公路工程特种设备检查验收表
2022年小学第一学期数学校本教研活动工作计划

自然资源和规划局2022年工作总结及来年工作计划.docx
大二团支书工作计划
市场营销经理助理资格证书考前复习题2
2022年高中肺炎疫情作文800字五篇疫情演讲征文稿新编.docx
2023年合伙经营合同36.docx
2023技术主管述职报告范文.docx
kj66煤矿安全生产监控系统维护资料
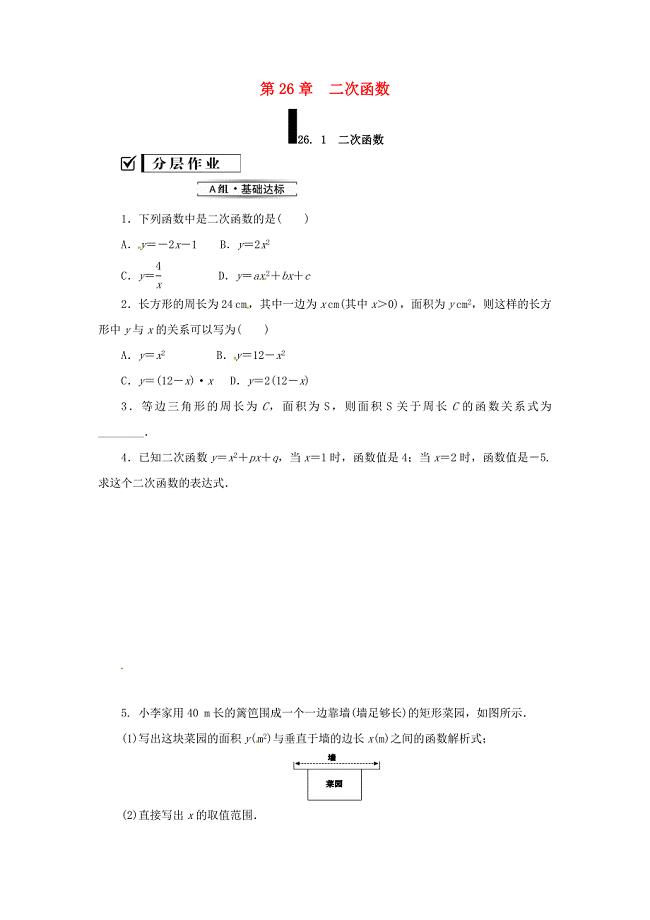
2018年秋九年级数学下册第26章二次函数26.1二次函数练习新版华东师大版

2023年双语综合实践活动课授课方法研究的主体报告.doc
2023年初二语文说课稿.docx
 企业的数字化转型
企业的数字化转型
2024-02-25 2页
02批次课程考试管理学A卷
2023-03-13 25页
版历史浙江高考新选考一轮复习讲义专题十一第26讲苏联社会主义建设的经验与教训含答案
2023-04-18 13页
利用Wireshark分析ICMP和DHCP协议
2022-09-05 8页
国际经济法期末复习应考指南
2022-12-05 19页
整理初中物理中考常用公式总结
2022-08-03 5页
【最新】人教版数学九年级下第27章相似同步课时作业及答案全套
2022-10-12 13页
生物高考试题答案及解析海南
2023-11-04 27页
化工企业职工培训计划
2022-10-25 7页
重庆市奉节县上坝中学高二数学上学期基础测评试题无答案新人教A版
2023-06-08 3页