
凹模机械加工工艺设计
22页
1、模具制造工艺课程设计说明书 院系:机电工程学院班级:12模具(2)班姓名:胡捷 学号:指导老师:黎秋萍 时间:华东交通大学模具制造工艺学课 程 设 计任 务 书院系 机电工程学院 专业 材料成型及控制工程 班级12模具2班一、课程设计任务(论文)题目 卸料板机械加工工艺设计 二、课程设计(论文)工作自 2015 年 6 月 11 日起至 2015 年 7 月 2 日止。 三、课程设计(论文)的内容要求:零件技术要求及结构分析,毛坯类型选择及毛坯制造工设计;零件机械加工工艺(选择合理的加工方法拟定工艺路线,基5准的选择,工序,工步的确定,及加工顺序的安排,加工余量及工序尺寸的计算,设备及工装的选择等)设计;热处理工艺设计。设计必须按照课程设计的具体要求进行;要求设计思路清晰,数据来源可靠,计算步骤清楚且结果正确,图面清晰规范,说明书有条理清楚。学生签名:胡捷2015年 7月2日课程设计(论文)评审意见 评阅人 职称 年 月 日目 录引言第一章 零件的技术要求分析1.1零件结构形状分析.1.2零件技术要求分析1.3零件结构工艺性分析1.4材料第二章 工艺规程设计2.1毛坯的选择及确定制造形
2、式2.2毛坯尺寸公差的确定2.3制定工艺路线第三章 加工余量及切屑用量的设计3.1切削用量的选择及时间定额计算3.2各工序切屑用量的计算3.3热处理工艺设计第四章 机械加工工卡.4.1机械加工工序卡总结.引言本课程设计是在完成模具制造技术学习的基础上,为了达到理论和实践结合的目的而进行的,突出了模具设计基础的应用,以提供更准确,实用,方便的计算方法,正确掌握并运用冲压工艺参数和模具工作部分的几何形状和尺寸的综合应用提高自我的模具设计和制造能力的综合应用。对本人而言,我相信通过本次课程程设计对自己未来从事的工作能有一定的作用,从中锻炼自己处理问题、分析问题的能力,为今后很快的适应工作打下基础。本课程设计包括以下几个方面的内容: 第一章 技术要求及结构分析1.1零件结构形状分析该零件从形体上分析其总体结构为平行六面体,上表面有4个直径为8的通孔,中间为两个半圆和直线组成的卸料孔,上面有4个直径为4的通气孔,因此其结构形状较简单。1.2零件技术要求分析1. 如图可知,该零件形状比较简单,外形尺寸也不大。要求的尺寸标注采用统一的基准即设计基准,零件内腔各表面的粗糙度要求较高,下凹部分的表面粗糙
3、度达到Ra0.8。另外,该零件有一个固定孔,其精度要求Ra为0.8,平面部分为Ra3.2。另外零件上孔比较多,要求有一定的位置精度。零件上各孔的精度,垂直度和孔间距要求。常用零件各孔径的配合精度一般为IT7 IT6,Ra0.4 1.6um.对安装滑动导柱的零件,孔轴线与上下模座平面的垂直度要求为4级精度。零件上各孔之间的孔间应保持一致,一般误差要求在0.02mm以下。1.3零件结构工艺性分析零件的结构工艺性是指在满足使用性能的条件下,是否能以较高的生产率和最低的本钱方便地加工出来的特性。为了多快好省地把所设计的零件加工出来,就必须对零件的结构工艺性进行具体的分析。零件切屑加工的结构工艺性涉及到零件加工时的装夹、对刀、测量、切屑效率等。零件的结构工艺性差会造成加工困难,耗费工时,甚至无法加工。结构工艺性好坏是相对的,与生产的工艺过程、生产批量、装配条件和技术条件等因素有关。对于本零件,要求其具有较高的强度,硬度,耐磨性,适用于连续落料冲孔,因此,它的工作条件还是还是比较恶劣。该零件在模具中与上模配合起到成型零件的作用,单件或者和小批量生产。对工人的技术水平有一定的要求。1.4 材料该材料
《凹模机械加工工艺设计》由会员re****.1分享,可在线阅读,更多相关《凹模机械加工工艺设计》请在金锄头文库上搜索。
中小学食品安全工作计划(2篇).doc
小学教学方法的选择.doc
行政人事年终工作总结标准模板(九篇).doc

2023年传染病防治中心个人工作计划范文.docx

18《吆喝》导学案2
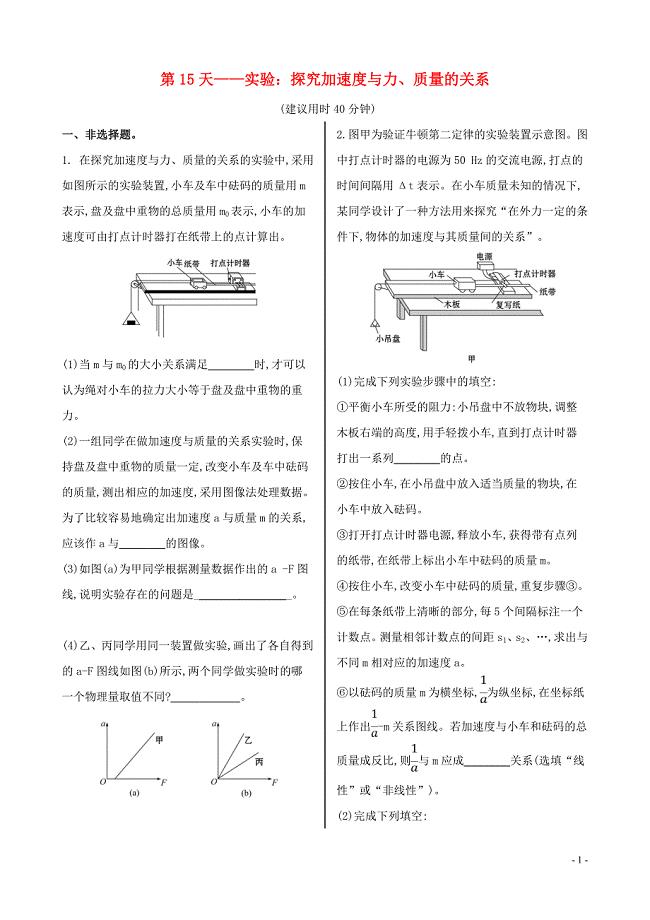
2023学年新教材高中物理寒假20天提升作业第15天__实验:探究加速度与力质量的关系无答案.doc

装饰工程公司室内设计师实习总结(四篇).doc
幼儿园卫生保健工作安排模板合集九篇

南开大学21秋《电子商务法律法规》在线作业二满分答案51
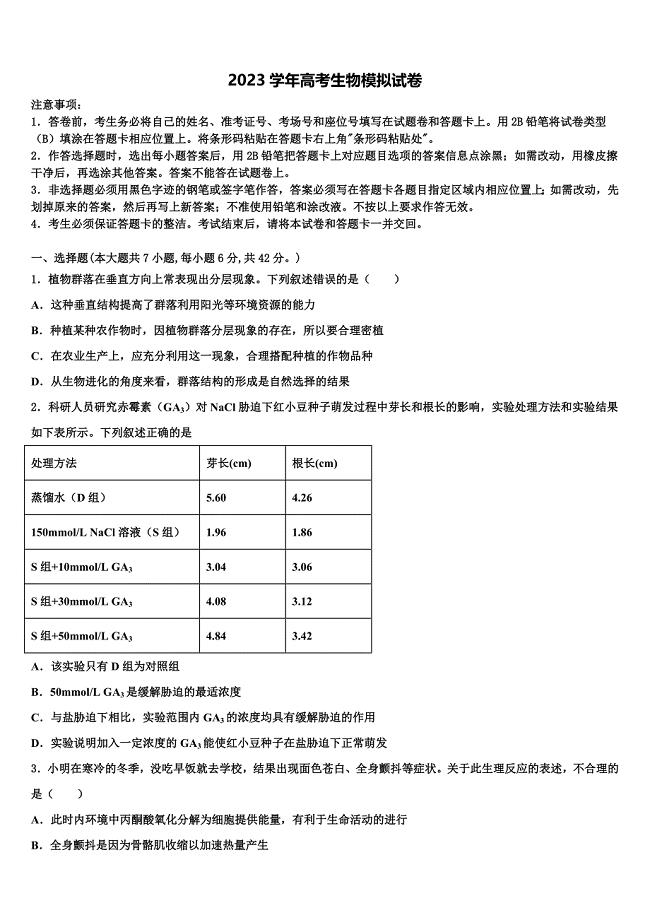
海南省文昌华侨中学2023学年高三适应性调研考试生物试题(含解析).doc
2023年大学生暑假个人计划.docx
2023年小学生讲卫生演讲稿4范文.docx
2023年公司客服部工作计划1.docx
2023年转正工作总结277范文.docx
中专生自我鉴定范文集锦七篇
2023年建筑行业室内自动喷水灭火系统安装.docx
乡镇河长制工作总结
福建省厦门市金尚中学2023学年中考数学押题卷(含答案解析).doc
2023年项目经理工作计划1范文.docx
2023年开学周记范文7篇.docx
 PIC单片机的C语言应用下的函数库
PIC单片机的C语言应用下的函数库
2023-12-09 41页
旅行社业务管理系统
2022-10-09 21页
电脑电源解析及故障解决案例
2023-11-20 4页
稳压电源电路安装与调试
2023-09-14 6页
云服务器云应用服务器
2024-01-26 2页
各展区展品分类及代码表
2023-10-26 7页
一种人体热释探测电路
2023-09-07 2页
生产过程控制程序
2024-01-19 3页
SQL触发器实例讲解
2024-01-14 9页
沈阳铁路机械学校教职工请假单
2022-09-21 2页