
托板冲压工艺及模具设计说明书gptx
38页
1、托板冲压压工艺及及模具设计说明明书单位:重重庆工业业职业技技术学院院部门:机机械工程程学院设计者:指导老师师:日期:220111.111.01120012.2.220前言本设计在在介绍冲冲压成型型和计算算方法的的基础上上,讲述述常用冲冲压设备备的选用用、结构构、使用用、维护护等方面面的基础础知识,客客观简单单分析的的冲压工工艺、冲冲压模具具、冲压压设备、冲冲压材料料及冲压压件质量量与经济济性的关关系。本书作为为高职师师范学院院-模模具专业业学生及及其机械械类专业业参考使使用。本书由重重庆工业业职业技技术学院院机械械工程学学院10模模具3004班陈陈波主编编,机械械工程学学院教授授xx给给予指导导,xxx、xxxx等同同学提出出宝贵意意见,在在此表示示深切感感谢。由于由于于这是我我第一次次接触冲冲压模设设计,水水平有限限,书中中错误和和缺点在在所难免免,恳请请广大读读者批评评指正。 编者者20122年2月月目录前言第一章托托板零件件冲压工工艺性分分析.55第二章冲冲压工艺艺流程设设计及优优化.99第三章冲冲工艺组组合方式式分析.111第四章排排样设计计.12第五章托托板冲压压模具参参数计
2、算算.188第六章托托板冲裁裁模结构构设计.233第七章托托板冲裁裁模主要要零部件件设计与与选用.24第八章模模具的使使用及维维护 35结束语366参考文献献.377托板零件件图:一托板板零件冲冲压工艺艺性分析析1.批量量经济分分析根据该托托板零件件图得知知,该零零件为大大批量生生产,非非常适合合于冲压压成型。2.材料料的适用用性由托板零零件图可可知,该该产品的的材料为为08FF,根据据冲压压模具及及设备表表2-33(299页)得得知,008F适适合冲压压,并且且为常用用冲压材材料。3.托板板的形状状与结构构3.1 形状与与结构由客户提提供的托托板零件件图可知知:该托托板零件件形状简简单、规则、对称,且且零件较较小,非非常适合合冲压成成形。3.2 内外处处尖角由客户提提供的托托板零件件图可知知,该托托板零件件共有88处内外外处尖角角。然而而尖角在在冲压过过程中非非常难以以加工,并并且冲压压模具在在加工过过程中容容易崩刃刃,所以以在日常常冲压生生产中通通常将尖尖角加工工为圆角角。若客客户对尖尖角部分分要求不不大,尖尖角处也也没有装装配关系系,则与与客户进进行协商商,绘制制出经过过协商后后
3、的零件件图并重重新签约约。就该该托板零零件而言言,根据据查冲冲压模具具及设备备表44-2(888页)可可知,008F为为软钢,最最小圆角角半径应应取R00.255t,即即该托板板零件的的8处尖尖角的最最小半径径应为RR=0.25tt,t=2mmm,所以以该托板板零件的的8处尖尖角均改改为R00.5mmm的圆圆角。3.3 过长的的悬臂与与凹槽根据客户户提供的的托板零零件图可可知,该该托板零零件没有有过长悬悬臂及凹凹槽。因因此该托托板零件件在冲压压成形中中不用考考虑过长长悬臂及及凹槽。3.4 小孔冲冲压该托板零零件只有有一个直直径为110mmm的内孔孔,100mm1.55t,所所以冲裁裁的尺寸寸完全符符合生产产的特性性及凸模模强度、模模具结构构。3.5 孔间距距与孔边边距该冲裁件件托板只只有一个个中心孔孔,因此此不需要要考虑孔孔间距。孔孔边距则则为:330-110/22=100mm,110mmm(11.55)t,故故符合冲冲裁件对对孔边距距的要求求。4.工艺艺性分析析(精度度及粗糙糙度)4.1 精度冲裁件的的经济公公差等级级不高于于IT111级,一一般落料料公差等等级最好好低于IIT100
4、级,冲冲孔件的的公差等等级最好好低于IIT9级级,该托托板零件件的公差差要求如如下: 58mmm的上偏偏差为00,下偏偏差为-0.774,可可知其公公差为+0.774,查查互换换性与技技术测量量表22.3(19页页)得,该该值公差差等级为为IT114级。 38mmm的下偏偏差、上上偏差均均要求,因因此冲裁裁时不需需要考虑虑。 30mmm的上偏偏差为00,下偏偏差为-0.552,其其公差为为+0.52,查查互换换性与技技术测量量表22.3知知,该值值公差等等级为IIT144级, R8mmm的上偏偏差为00,下偏偏差为-0.222,其其公差为为+0.22,查查互换换性与技技术测量量表22.3知知,该值值公差等等级为IIT133级。 10mmm的上偏偏差为+0.003,下下偏差为为0,其其公差为为+0.03,查查互换换性与技技术测量量表22.3知知,其公公差等级级在ITT7IIT8级级之间。因一般精精度的冲冲裁件采采用ITT7IIT8级级精度的的普通冲冲裁模,因因此以上上尺寸均均符合冲冲压要求求。4.2 粗糙度度有该托板板零件图图可知,RRa值为为6.33um,而而用普通通冲裁方方式冲裁裁厚
《托板冲压工艺及模具设计说明书gptx》由会员枫**分享,可在线阅读,更多相关《托板冲压工艺及模具设计说明书gptx》请在金锄头文库上搜索。
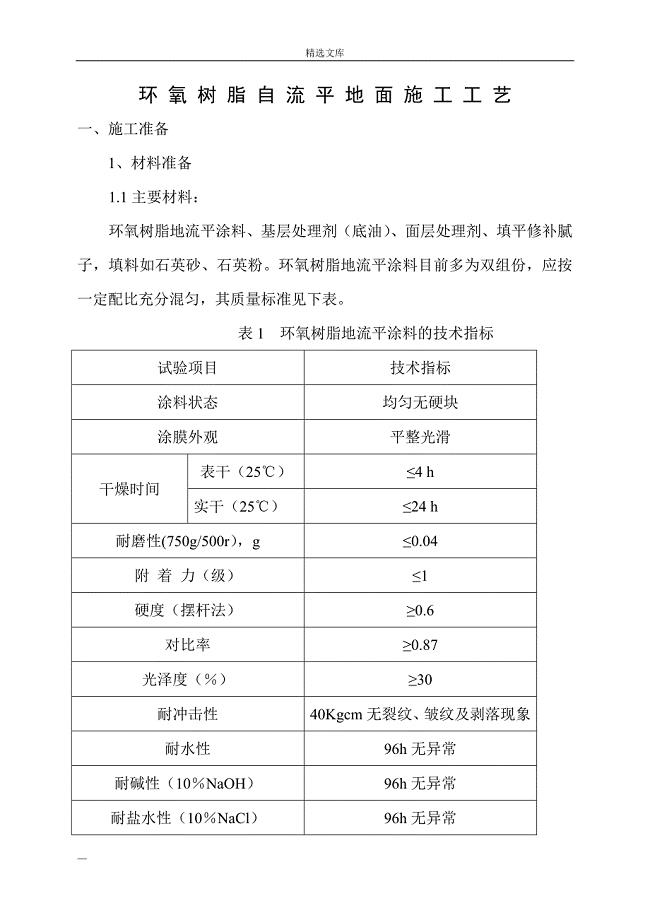
自流平施工工艺

2023年国土局新农村建设帮建工作总结.docx
国内外家具及木工机械发展状况和发展趋势(精)
2023商铺租赁合同官方版(7篇)

2023年建筑行业地下室基坑施工组织设计.docx

2023年开工宣誓仪式领导致辞.docx
英语演讲稿:高中生英语演讲稿

索道桥施工方案

2023年安全教育个人年终的工作总结新编.docx
2023年数学教学计划435范文.docx
售后服务技术支持方案
上期班主任工作计划
2023年故宫导游词63范文.docx
断层解剖学复习资料

初中英语教学工作总结7.docx

企业员工招聘管理表格.doc
交通运输部造价工程师考试计价与控制复习资料
2023年《识字二·菜园里》教学设计.docx

浅析廉洁与诚信

家庭教育促进法家长心得体会
 物理公式定律记忆口诀
物理公式定律记忆口诀
2022-10-15 6页
嵌入式系统论文浅谈嵌入式系统与其发展前景
2023-10-29 6页
家访记录内容
2024-01-12 4页
求职信结构包装要讲究
2022-09-17 2页
空气调节期末复习提纲
2024-02-21 14页
单片机在水泥包装上的应用毕业论文
2023-03-22 32页
2016年公路造价师考试重点解析:公路工程概预算工程量计算考试试题
2024-01-15 7页
租赁公司与洗车店洗车服务合作协议
2024-01-01 7页
银行会计科长竞聘演讲稿格式
2023-09-27 4页
八大安全作业管理制度
2023-05-04 46页